随着现代机械行业和计算机技术的飞速发展,计算机辅助制造(CAM)软件在数控加工中应用越来越广泛,使机械产品的加工效率和精度产生了质的飞跃。目前在机械加工行业中用到的加工中心,按其加工工序分为镗铣和车削两大类,按控制轴数可分为三轴、四轴、五轴或多轴加工中心。
但是随着机械加工精度的要求和零件的复杂性的变化,四轴和多轴加工设备越来越多。目前最常见的四轴加工中心通常是在标准三轴加工中心的机床上增加A 轴的旋转,从而在进行铣削加工的同时,对零件在A 轴的方向上进行加工,典型加工零件见图1所示。

四轴零件在进行CAM编程过程中,采用手工编程的方法,进行相关点位的计算会非常困难,因此必须借助计算机技术,通过CAM软件进行编程。CAXA制造工程师2008软件在标准三轴的基础上,配置有四轴和五轴的加工功能,为国内用户提供了较为实用的操作界面和加工策略,下面就以回转体零件图形雕刻(如图2所示)为例,分析典型的四轴零件通过CAXA制造工程师2008软件进行造型和编程加工的应用。

一、零件造型
(1)根据已有图片的电子文件,进行图形矢量化(见图3),并将其矢量化的文件保存为exb、dwg或dxf等格式。
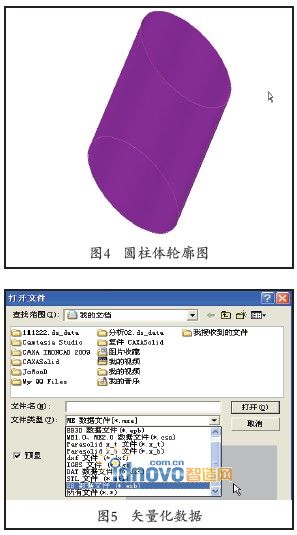
(2)利用CAXA-CAD提供的直线、圆弧,以及样条线等平面建图功能和拉伸、去料、放样和扫描等实体造型功能,进行三维加工数据的建模,用曲线、曲面和实体表达工件。在对零件造型过程中,可以直接使用三维设计,也可以利用两维制图中的参数线等元素,引入到CAXA建模中,实现CAD数据的准确交换,完成满足数控加工的三维数据模型,实现复杂零件的三维实体造型设计。在制造工程师软件中,绘制圆柱体轮廓如图4所示。

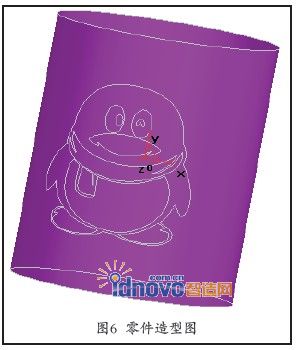
(3)通过数据接口,读入矢量化线条如图5所示。
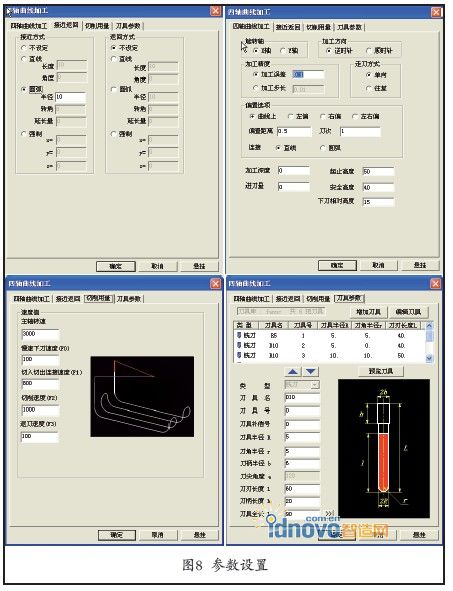
(4)利用CAXA制造工程师软件对图形进行位置调整,调用线面映射工具进行圆柱投影,再将矢量化后的线条投影到零件主体圆柱面上,完成零件造型所示,结果如图6所示。
二、CAM编程
对零件造型完成后,调用CAXA制造工程师四轴加工工具,按工艺方案的要求,根据零件毛坯、夹具装配之间空间几何关系及刀具特征和参数,筛选最适用的加工方法进行四轴加工。在本零件加工中,只需要通过控制刀具的直径和走刀次数和深度就能够在圆柱面上加工出需要的造型。相关参数设置过程如下。
(1)使用四轴曲线加工工具进行设置,如图7所示。

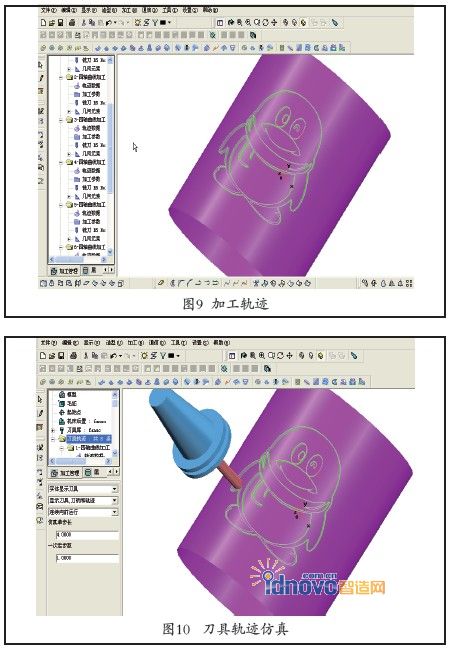
(2)设置参数。针对特定的机床,结合已经设置好的机床配置,对数据格式、编程方式、圆弧控制和刀具等进行设置,并在加工过程中对实体造型进行进一步的工艺分析,根据加工性质修改增补造型,根据加工特点以及加工能力,确定需要加工的三维实体面,再分析实体的组成情况,拟定刀具的进入路径、切削路径和退出路径。对刀具在运动中可能发生干涉的部位,及时地进行加工环境调整,如图8所示。
(3)根据加工零件的形状特点及工艺要求,利用CAXA制造工程师中提供的曲面、导动、参数线、投影和等高等加工方法,拾取需要加工的曲线轮廓, 输入相关的数据参数和要求进行加工,加工结果如图9所示。
(4)仿真校验。加工轨迹生成后,利用刀位编辑、轨迹的连接和打断编辑以及参数修改等功能,对相关轨迹进行编辑和修改。运用轨迹仿真功能,即可屏幕模拟实际切削过程,显示材料去除过程和进行刀具干涉检查,检验生成的刀具轨迹是否满足要求,查看切削后的工件截面,确保不会出现过切,如图10所示。
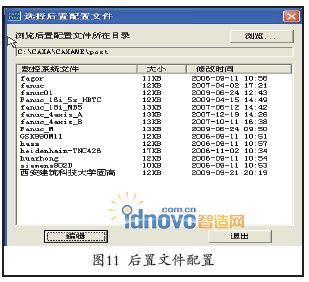
(5)后置处理。在仿真校验无误的情况下,针对机床结构和控制系统的不同,需要针对性地进行后置设置,CAXA制造工程师软件中,提供了常见机床的后置处理设置,根据设备的不同,软件也提供了进行用户设置的区域,如图11所示。
(6)生成代码。数控编程的核心工作就是生成刀具轨迹,然后将其离散成刀位点,经后置处理产生数控加工程序。当加工轨迹生成后,按照当前机床类型的配置要求, 把已经生成的刀具轨迹自动转化成合适的数控系统加工G代码,即CNC数控加工程序。但不同的机床其数控系统是不尽相同的,不同的数控系统其G代码功能不同,加工程序的格式也有所区别,所以要对G代码进行后置处理,以对应于相应的机床。利用软件的加工工艺参数后置处理功能,可以通过对“后置处理设置”进行修改,使其适用于机床数控系统的要求,或按机床规定的格式进行定制。定制后,可以保存设置,用于今后与此类机床匹配需要。通过后置设置工具,生成加工需要的G代码。
G代码生成后,可根据需要,自动生成加工工序单,程序会根据加工轨迹编制中的各项参数,自动计算各项加工工步的加工时间,这非常便于生产管理识别和加工工时的计算。我们还可通过直观的加工仿真和代码反读来检验加工工艺和代码的质量。
(7)G代码传输和机床加工。生成的G代码要传输给机床,如果程序量少而机床内存容量允许的话,可以一次性地将G代码程序传输给机床。如果程序量巨大,就需要进行DNC在线传输,将G代码通过计算机标准接口直接与机床连通,在不占用机床系统内存的基础上,实现计算机直接控制机床的加工过程。机床根据接收到的G代码加工程序,就可进行在线DNC加工或单独加工了。
三、结束语
使用CAXA制造工程师软件对四轴零件进行加工,不仅可以提高零件的加工精度,而且与使用手工编程相比,辅助加工时间也大大缩短。
我们在数控加工中,通过对CAXA制造工程师软件的应用,大大地缩短了加工中程序的编写和输入的时间。由于计算机编程技术的应用,刀具路径的密度就可以合理增大,这就保证了加工精度及零件表面质量。CAXA制造工程师的应用减少了程序因手写或不便于检测造成的损失,取得了很好的经济效益。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF