本文分析了FANUC-6M系统立式加工中心的钻孔程序编制相关内容。
如图1, 沿任意一条直线钻等距的孔。若使用配备FANUC-6M系统的立式加工中心,则加工程序如下:
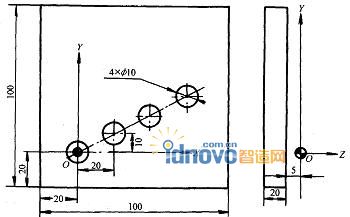
图1 沿直线钻等距孔
O1000
N10 G92 X400.0 Y300.0 Z320.0 建立加工坐标系
N20 M06 T00 换上中心钻
N30 G90 G00 X0 Y0 X、Y向定位
N40 Z0 Z向定位
N50 M03 S500 F30 主轴启动
N60 G81 G99 R-4.0 Z-10.0 钻深为5mm的中心孔
N70 G91 G00 X20.0 Y10.0 L03 重复3次钻3中心孔
N80 M05 主轴旋转停止
N90 G28 Z0 经加工原点回机床原点
N100 M06 T01 换钻孔刀,返回加工点
NIl0 M03 G90 G00 G44 H01 G81 G99 R-5.0 Z-30.0 钻第一个孔,加刀具补偿
N120 G91 X-20.0 Y-10.0 L03 重复钻3次孔
N130 M05 G28 G49 Z320.0 撤消刀具长度补偿回Z轴
N140 M01 参考点
N150 M99 P20 返回到N20程序段
程序的特点:
1)使用G92建立加工坐标系,坐标系的偏置量在程序中进行设置,修改调整更方便。
2)有两次自动换刀,并使用刀具长度补偿,体现加工中心自动加工的功能。机床起动后主轴上装的是F 10钻头刀具,刀库的零号刀位上应安装有中心钻。因整个程序只用两把刀,刀库不用转动,原地换刀就可以了。
3)使用中心钻(N60程序段)预钻定位孔,使孔定位准确。
4)使用相对值指令(N70,N120)给出了孔的位置,使固定循环功能重复使用,直到把孔全部钻完。L03为重复次数。
5)使用了M01(N140)程序暂停。注意:使用M01时操作面板上的程序暂停开关应放到接通位置,这样在程序执行到M01时面板上的指示灯燃亮,告诉操作者程序处于任选停止,可以装卸零件,待处理工作结束时按循环起动按钮,程序接着执行。
6)程序结尾使用M99 P20这也是一种程序结束的方法,它使程序自动返回到N20的程序段去接着执行,运行不停止。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF