1 试验材料及方法
试验基体材料为Cr12MoV钢,主要化学成分(质量分数, % , 下同) 为1145 ~ 1170C、≤ 0135Mn、≤0140Si、11100 ~12150Cr、≤0135Ni、0140 ~0160Mo、0115~0130V、≤0103S、≤0103P、余量Fe。表面喷涂粉末为WC2Ni60 和Cr2WC2Ni60 两种,其中WC粉末的主要化学成分为9915铸造WC、015其它,WC粒度为0103mm~0105mm; Ni60粉的主要化学成分为314~411B、414~610Si、018~112C、1410~1810Cr、1010~1510Fe、余量Ni。粉末配比为Cr2WC∶Ni60 = 1∶3,WC∶Ni60 = 1∶3。其中Cr2WC是用磁控溅射的方法在WC粉末外包覆一层Cr。采用QH22 /h型氧2乙炔火焰喷枪在基材上进行热喷焊。工艺流程为试样用丙酮超声波清洗—喷焊前进行300℃~400℃预热处理—表面粗化—喷涂约111mm~115mm厚的粉末—表层重熔—空气冷却—粗磨—细磨—精磨—抛光。试样尺寸为: 18mm×8mm×12mm, 试样硬度为57HRC~60HRC,加工后涂层的尺寸为18mm×8mm×(015~018)mm。
采用X射线衍射仪对涂层的物相进行定量分析,采用HXD21000TMC显微硬度计沿涂层横截面的对称中线测定显微硬度并测定其膜/基结合强度,载荷砝码为1000g,加载时间为20 s。经研磨抛光后的试样用30mL HF + 10mL HNO3 混合酸化学腐蚀,采用光学显微镜对涂层的横截面组织结构进行观察分析。
2 试验结果与分析
211物相分析
图1为Cr2WC2Ni60涂层的X射线衍射谱。由图1可知,物相构成主要有Ni3 (Cr, Fe) 、W、WC、W2 C和Ni5 Si2 等,但没有出现Cr相,表明Cr与Ni基合金相结合,形成了Ni、Cr化合物。相对应的衍射峰强为: I / I0(W2C) = 78%、I / I0 (WC) = 56% ,膜层上除了有WC和W2C占主要成分外,还有硬质相W 存在,这表明WC表面镀Cr有一定的作用,防止了WC因为温度高而发生分解。在喷焊过程中也可以看出,在熔池中有
颗粒出现,而未镀Cr的WC熔池中没有颗粒出现。
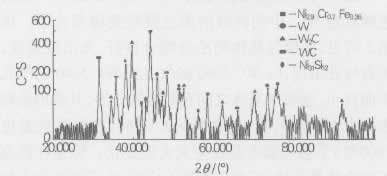
图2为不同复合涂层的硬度分布曲线。由图2可见,硬度由里及表逐渐增大, Cr2WC2Ni60涂层的硬度远远超过WC2Ni60涂层的硬度。在图2a中熔合区,可以看到较高的硬度点达到了1521177,原因是涂层中分布着极硬的硬质相碳化物和硼化物,提高了复合涂层的耐磨性,且形成了大量的Ni2Cr固溶体,使涂层得到固溶强化和弥散强化,界面结合处变化平缓,没有明显的跃迁和裂纹,并有良好的冶金结合,提高了界面性能;热影响区向着母材方向硬度逐渐下降,这一硬度分布特征正是合金元素在界面两侧发生扩散及涂层中各种元素的共同作用使涂层与母材间形成了牢固的冶金结合。从而降低了界面两侧材料在性能上的明显差异,进一步提高了界面的结合强度,而图2b中,涂层的最高硬度值仅达到1021165, Cr2WC2Ni60复合涂层的硬度比WC2Ni60复合涂层的高01倍。#p#分页标题#e#

(a) Cr2WC2Ni60 (b) WC2Ni60
213 显微组织分析
图3为不同复合涂层的SEM照片。图3中的白色颗粒是WC,中间弥散的黑色颗粒是镍基合金。由图3可见,涂层与基体的冶金结合良好,未出现裂纹,但有气孔出现, Cr2WC2Ni60的气孔比WC2Ni60的气孔少而且小,涂层与基体之间有明显的分界,其原因是粉末中含Cr较多,当Cr含量> 0112时,在较高的温度800℃)下强度都不会发生太大的变化。但是在高温下碳化钨易分解,不利于工程上应用,为了解决这个问题,在碳化钨粒子外面包覆一层Cr膜具有较高的热稳定性[5] 。在高温过程中,铸造WC2Ni60表面层与基体Cr12MoV之间会产生一定量的相互溶解扩散,其中的W、C原子向金属基体中扩散,使基体中的碳及合金元素含量增加。由涂层的表面形貌看(图4) ,WC2Ni60涂层试样的WC粒子与Ni基合金呈嵌入式生长; 而Cr2WC2Ni60涂层,由于在碳化钨外包一层铬,与镍基合金有良好的冶金结合,在其周围出现了平面晶和枝晶的混合共晶组织,枝杆上是γ2Ni,枝间是Ni, Cr基等第二相硬质相点,因此明显提高其耐磨性能,尤其是

图3 不同复合涂层的SEM照片
(a) Cr2WC2Ni60 (b) WC2Ni60

(a) Cr2WC2Ni60 (b) WC2Ni60
Ni2Cr2W2RE合金粉末喷熔层的显微组织与耐磨性能苏义祥,黄仲佳,王智平,路 阳(兰州理工大学材料科学与工程学院,甘肃兰州 730050)摘要:对Ni2Cr2W2RE合金粉末喷熔层的微观组织与耐磨性能进行了分析研究,结果表明:喷熔层中的析出相主要有硼化物和碳化物;这些硬质相分布均匀、细小、边缘圆滑,耐磨性能很好; Ni2Cr固溶体基体对耐磨相有很好的支持力度;喷熔层与基体之间有少量的元素相互扩散,形成良好的冶金结合,结合界面呈现细条白亮带;耐磨性能是高碳高铬铸铁的6倍,是ZGCr5Mo耐磨钢的11倍。
关键词:Ni2Cr2W2RE合金粉末;喷熔层;显微组织;耐磨性能 油浆泵是用来输送固体催化剂和油浆的,其泵体泵盖及相关抗磨蚀工件的使用寿命直接影响着输送物料的正常作业。由于这些工件长期工作在420℃左右,磨损、腐蚀很严重。通常国内选用成本较低的ZGCr5MoZG1Cr13作为泵体泵盖材料,淬火后硬度B、Si、Cr等元素固溶于Ni基奥氏体中,产生固溶强化用,B、Si与合金中的Ni、Cr、C等生成多种合金间化合物以及硼碳化合物,以硬质相弥散分布在合金中,这些硬质相硬度极高,从而提高了合金的硬度和耐磨性。
3 结论
(1) 用热喷焊的方法在Cr12MoV基体表面制得Cr2WC2Ni60复合涂层,由表及里由熔合区、结合区和热扩散影响区,其表面组织特征是:由平面晶和枝晶的混合共晶组织,枝杆上是γ2Ni,枝间是Ni、Cr基等第二相硬质相点,可以大大提高其耐磨性能。
(2) 在热喷焊过程中,在Cr2WC2Ni60熔池中有颗粒状粒子出现,在WC2Ni60中未出现颗粒状粒子,说明WC已分解。在XRD图谱中可以看到,硬质相W没有分解,说明Cr包WC起到了阻止WC分解的作用。
(3) 涂层与基体间形成牢固的冶金结合,主要原因是在热喷焊过程中,界面两侧的Cr、Ni、Fe、C等元素的互扩散。
(4) Cr2WC2Ni60复合涂层显微硬度分布沿层深方向变化平缓,在界面处无明显的梯度跃迁,硬质相的生成起到弥散强化的作用,其涂层的显微硬度比WC2Ni60涂层的高015倍。
相关文章
- 2021-06-26天正结构CAD T20 V7.0(含注册机和补丁)免费下载
- 2021-06-26天正结构CAD T20 V6.0(含注册机和补丁)免费下载
- 2021-06-26天正结构CAD T20 V5.0(含注册机和补丁)免费下载
- 2021-06-24天正结构CAD T20 V4.0(含注册机和补丁)免费下载
- 2021-02-28AutoCAD 2014全套结构施工图纸绘制PDF下载
- 2021-02-18天正结构CAD2014破解版免费下载(含注册机和补丁)
- 2021-02-16AutoCAD 2012注塑模具布局与结构设计 [黄成 编著] 201
- 2021-01-28AutoCAD 2011中文版建筑结构设计十日通PDF下载
- 2020-12-173ds MAXScript脚本语言安全学习手册
- 2018-02-20某砀山工厂办公楼建筑结构水暖电施工图下载