1 引言
2 球头铣刀螺旋形刃口曲线设计中的问题
- 假设刃线与刀具表面经线成b角,根据铣刀螺旋形刃线的定义①(刃口曲线与回转体刀具表面经线成定角),其交角公式为
 (4)
(4)- 由式(4)推导可得
 (5)
(5)- 虽然根据定义①可按式(5)进行刃口曲线设计,但在数控加工时往往不能实现一次成形(除非前刀面与其它部分的沟槽曲面分两道工序加工)。若采用砂轮一次成形,则在砂轮接近球顶时会发生过切。由于在约1 / 7 球面半径的球顶区域存在问题,因此必须用别的刃形来替代这段螺旋刃口曲线。
- 根据铣刀螺旋形刃线的定义②(刃线切线与回转体刀具轴线成定角)可得到如下交角公式:
 (6)
(6)- 由式(6)推导可得
 (7)
(7)- 显然,当Ø≥b 时,式(7)无意义,即在Ø∈[b,p/2]时,不存在与刀具轴线成b 角的球面曲线。因此,根据定义②仍无法获得铣刀球顶附近相应区域(Ø∈[b,p/2])内的相应刃线,该区域的刃线仍需用别的刃形来替代。 #p#分页标题#e#
- 由以上分析可见,铣刀螺旋形刃线定义①、②均有其不足之处。为此,我们提出一种铣刀螺旋形刃线设计新方法———椭圆形刃口曲线成形原理,并建立了新的几何模型。
- 由式(4)推导可得
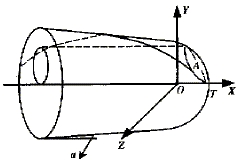
3 球头铣刀椭圆形刃口曲线的成形原理与几何模型
 (9)
(9) (11)
(11) (12)
(12) (14)
(14) (18)
(18) (19)
(19) (20)
(20)4 结语
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF