1 引言
2 球顶刃口曲线设计难点及解决方法
- 螺旋刃口的设计难点
- 令球头铣刀的球面方程为
r={(R2-z2)½cosf,(R2-z2)½ sinf,z} (1)
式中:R———球面半径- z,f———球面参数
- 球面上与轴线成定角y 的刃口曲线应当满足微分方程
 (2)
(2)- 当R2tan2y-z2sec2y<0,即在z> Rsiny 时微分方程无实解,也即在此部分球面上设计不出与轴线成y 角的刃口曲线。
- 后续平面刃口曲线
- 由于在球头上z∈[Rsiny,R]的部分区域内设计不出与轴线成y 角的刃口曲线,因此只能用其它刃口曲线替代,最简单的方法是用平面刃口曲线替代。如要保证刃口曲线在连接点处的一阶导数连续,且前角相等,取z=Rsiny 的刃口曲线点作为连接点并不合适。由《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》可知,磨削沟槽时砂轮的轴向、径向进给速度分别为
式中:r——沟槽底部所在的截圆半径 (3)
(3)
 (4)
(4)- w——刀体回转角速度
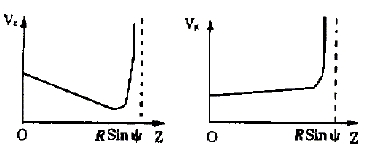
图1 进给速度曲线
图2 刃口曲线的截面- 由图1 所示速度变化曲线可知,当加工接近z=Rsiny 的沟槽时,进给速度v#p#分页标题#e#z、vg均趋于无穷大,这在实际制造中是无法实现的。因此,在选择连接点时,应离开z=Rsiny 一定距离,避免因进给速度剧变而给工程实现带来的困难,选取z=Rsin(y -y0)(y0>0)即可解决这一难题。
- 下面的问题是求平面方程。虽然许多文献均提及这一问题,但均未给出数学模型,故简介如下:由《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》可求出z=Rsin(y-y0)时得到的刃口点A的坐标( x1,y1,z0)(如图2所示)以及A点刃口的切线向量为
r1’=( x1’,y1’,z1’) (5)
- 由A 点作Z 轴垂线交Z 轴于B 点,则B 点坐标为(0,0,z0),因此刃口所在平面除过A 点和切向量r1’外,还需过与AB 成g 角的前刀面上的截线AC,由直角三角形ABC 中∠C=p/2,∠BAC=g(前角)可知,C 点坐标( x*,y*,z0)满足方程组
由上述方程组求出x*和y*,则刃口所在平面方程为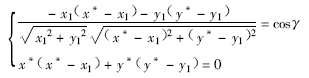 (6)
(6){x1’,y1’,z1’}×{x*-x1,y*-y1,0}×{x-x1,y-y1,z-z0}=0 即z1(’ y1-y*)( x-x1)+z1(’ x*-x1)( y-y1)+[ x1(’ y*-y1)-y1(’ x*-x1)]( z-z0)=0 (7)
- 平面方程(7)与球面方程(1)的交线即为刃口曲线。显然,这一刃口曲线既与原设计刃口在连接处连续,又对应前刀面有前角g。
- 后续螺旋刃口曲线
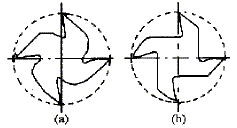
- 如许多文献所述,平面刃口不利于排屑,有文献提出用椭圆柱与球面交线作为刃口曲线的设想,其目的也是有利于排屑。为使本文不致过于冗长,这里仅对采用另外两种定义(与经线成定角和等螺距)的刃口曲线替代球头上z∈[Rsin(y-y0),R]部分刃口曲线的思路作一简介。
- 事实上,《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》已给出了与经线成定角和等螺距两种刃口曲线的整套计算公式,因此关键在于连接点处的计算。这比采用平面刃口法更易处理,只需将点A( x1,y1,z0)的参数f=f( z0)设为求替代刃口曲线在该点相应参数f 时的积分初值即可,这相当于将与经线成定角(或等螺距)的螺旋线连接到已有的与轴线成定角的螺旋线上,由于前角一致,故可按《球头铣刀刃口曲线的求解及螺旋沟槽的二轴联动数控加工》的相应方法进行加工,即可得到复合型的两段螺旋刃口及沟槽。
- 令球头铣刀的球面方程为
3 球顶刃口曲线的加工问题
4 计算机虚拟制造验证
5 结语
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF