1 设计要求
某生产过程原先由于采用传统的继电器控制,接线复杂、体积较大、比较笨重、自动化程度不很高、功能不很完善、可靠性也不很高,所以要求改用可编程控制器进行控制。
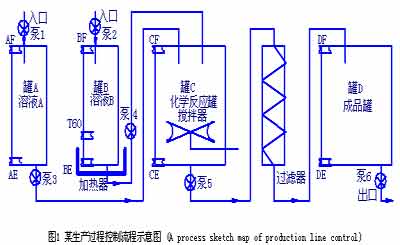
改进后其生产过程控制流程示意图见图1。图中罐A、罐B的容量相等且为罐C、罐D容量的一半。要求将溶液A和溶液B分别由泵1和泵2加到罐A和罐B中,罐B满后将溶液B加热到60℃,然后用泵3和泵4把罐A和罐B中的溶液全部加入到罐C中以1比1的比例混合,罐C装满后要继续搅拌60秒进行充分的化学反应,然后由泵5把罐C中的成品全部经由过滤器送到成品罐D中,罐D装满后开启泵6把整罐成品全部抽走。接着开始新一周期的循环。
2 对设计任务的分析
2.1先确定PLC所需的I/O个数
根据前述要求可知PC需要以下一些输出端:分别控制6个泵的6个输出端、1个控制加热器的输出端、1个控制搅拌器的输出端,总共需要8个输出端。
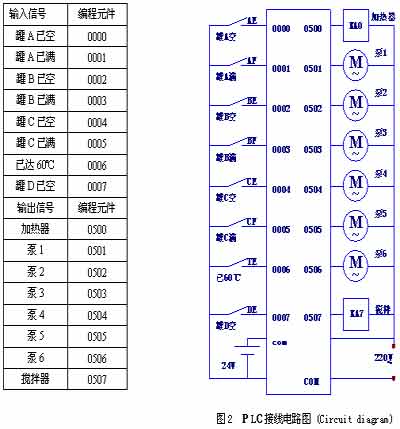
PC所需要的输入信号端有:1个能检测是否已加热到60℃的温度传感器,图4中的TE代表温度(Temperature)传感器,每个罐是否已满、已空也需要传感器,图4中的AF、BF、CF、DF分别为四个罐的已满(Full)传感器,AE、BE、CE、DE分别是4个罐的已空(Empty)传感器,这样一共需要9个输入端。经分析可知,在控制过程中,罐D已满传感器DF可以用罐C已空传感器CE代替,因此可以省掉传感器DF,这样只需8个输入端即可。
所以要选用输入点个的数≥8、输出点个数≥8的PLC。
2.2 用户程序储器容量的选择
由以上分析可知,本系统不需模拟量变换及存储,只需要16个开关量控制,因此可按以下公式估算:
存储器字数≥开关量I/O总数*8=16*8=148
3 PLC型号的选择
根据以上分析,要选择输入点个数≥8,输出点个数≥8,存储器字数≥148的PLC。对PLC的扫描速度及其它方面无特殊要求。我们选用的型号为欧姆龙公司(OMRON)的C20P。C20P可编程控制器的主机(基本单元)有12个输入点(0000"0011)、8个输出点(0500"0507)、编程容量为1194个地址、定时器/计数器48个(TIM00"TIM47),另外还有辅助继电器等。可直接驱动电动机,也可以通过继电器或接触器控制功率很大的负载。
4I/O接点的分配及PLC接线图
5 梯形图程序的设计
表2给出了实际状态及传感器与编程元件的对应关系,分析梯形图时可供对照。图3是对各部件控制的流程图,图4是梯形图程序。
6 指令表程序
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF