如图为升降台铣床的支承套,零件材料为45钢,无热处理和硬度要求。分析其数控加工工艺。 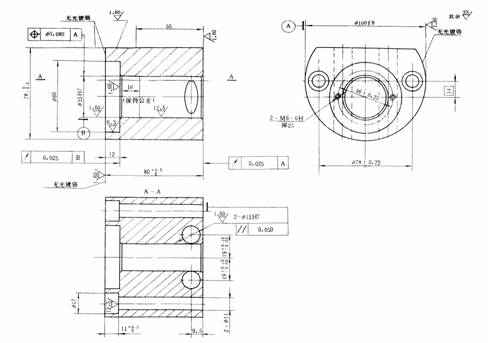 图 支承套简图
(1)零件图工艺分析
为便于定位装夹,Φ100f9外圆、80
图 支承套简图
(1)零件图工艺分析
为便于定位装夹,Φ100f9外圆、80 尺寸两面、78
尺寸两面、78 尺寸上面均在前面工序中用普通机床完成。数控加工的主要内容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窝,2-Φ11×Φ17、2-M6-6H螺孔。
(2)选择设备
根据被加工零件的外形和材料等条件,选用的卧式加工中心,其主要参数是:
工作台尺寸:400㎜×Φ400㎜、工作台左右行程(X轴)500㎜、工作台前后行程(Z轴)400㎜,主轴箱上下行程(Y轴)400㎜,主轴中心线至工作台面距离100~500㎜,主轴端面至工作台中心线距离150~500㎜,主轴锥孔BT-40,刀库容量30把。
(3)确定零件的定位基准和装夹方式
工件以Φ100f9外圆、80尺寸左端面定位。
(4)工件坐标系设定
B00、G54、X0、Y0设在Φ35H7孔中心上,Z0设在80尺寸左面。
B900、G55、X0设在#p#分页标题#e#80尺寸左面。Y0设在Φ35H7孔中心上,Z0设在78尺寸上面。
(5)确定加工顺序及进给路线(分析略)
(6)刀具选择
将所选定的刀具参数填入表1支承套数控加工刀具卡片中。
表1 数控加工刀具卡片
尺寸上面均在前面工序中用普通机床完成。数控加工的主要内容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窝,2-Φ11×Φ17、2-M6-6H螺孔。
(2)选择设备
根据被加工零件的外形和材料等条件,选用的卧式加工中心,其主要参数是:
工作台尺寸:400㎜×Φ400㎜、工作台左右行程(X轴)500㎜、工作台前后行程(Z轴)400㎜,主轴箱上下行程(Y轴)400㎜,主轴中心线至工作台面距离100~500㎜,主轴端面至工作台中心线距离150~500㎜,主轴锥孔BT-40,刀库容量30把。
(3)确定零件的定位基准和装夹方式
工件以Φ100f9外圆、80尺寸左端面定位。
(4)工件坐标系设定
B00、G54、X0、Y0设在Φ35H7孔中心上,Z0设在80尺寸左面。
B900、G55、X0设在#p#分页标题#e#80尺寸左面。Y0设在Φ35H7孔中心上,Z0设在78尺寸上面。
(5)确定加工顺序及进给路线(分析略)
(6)刀具选择
将所选定的刀具参数填入表1支承套数控加工刀具卡片中。
表1 数控加工刀具卡片
产品名称或代号
×××
零件名称
支承套
零件图号
×××
序号
刀具号
刀具规格名称
(尺寸单位 ㎜)
数量
加工表面
(尺寸单位 ㎜)
备注
1
T01
中心钻Ф3
1
钻Ф35H7孔、2-Ф17×Ф11中心孔、钻2-M6-6H螺孔中心孔、钻2-Ф15H7孔中心孔
2
T02
锥柄麻花钻Ф11
1
钻2-Ф11孔、2-M6-6H孔端倒角
3
T03
锥柄埋头钻17×11
1
锪2-Ф17
4
T04
粗镗刀Ф34
1
粗镗Ф35H7至Ф34
5
T05
合金立铣刀Ф32T
1
粗铣Ф60×12至Ф59×11.5
6
T06
(6)切削用量选择(分析略)#p#分页标题#e#
(7)数控加工工艺卡片拟订:通过分析可得出加工工艺过程,见表2。
表2 支承套数控加工工艺卡片
单位名称
×××
产品名称或代号
零件名称
零件图号
×××
支承套
×××
工序号
程序编号
夹具名称
使用设备
车间
×××
×××
组合夹具
卧式加工中心
数控中心
工步号
工步内容
(尺寸单位 ㎜)
刀具号
刀具规格
(尺寸单位 ㎜)
主轴转速
/r.min
图 支承套简图
(1)零件图工艺分析
为便于定位装夹,Φ100f9外圆、80尺寸两面、78尺寸上面均在前面工序中用普通机床完成。数控加工的主要内容是:2-Φ15H7孔,Φ35H7孔、Φ60×12窝,2-Φ11×Φ17、2-M6-6H螺孔。
(2)选择设备
根据被加工零件的外形和材料等条件,选用的卧式加工中心,其主要参数是:
工作台尺寸:400㎜×Φ400㎜、工作台左右行程(X轴)500㎜、工作台前后行程(Z轴)400㎜,主轴箱上下行程(Y轴)400㎜,主轴中心线至工作台面距离100~500㎜,主轴端面至工作台中心线距离150~500㎜,主轴锥孔BT-40,刀库容量30把。
(3)确定零件的定位基准和装夹方式
工件以Φ100f9外圆、80尺寸左端面定位。
(4)工件坐标系设定
B00、G54、X0、Y0设在Φ35H7孔中心上,Z0设在80尺寸左面。
B900、G55、X0设在#p#分页标题#e#80尺寸左面。Y0设在Φ35H7孔中心上,Z0设在78尺寸上面。
(5)确定加工顺序及进给路线(分析略)
(6)刀具选择
将所选定的刀具参数填入表1支承套数控加工刀具卡片中。
表1 数控加工刀具卡片
 进给速度
/㎜.min
进给速度
/㎜.min相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF