一、Vericut的工作流程
Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。该系统可以以虚拟现实的方式建立数控机床、刀具、夹具和毛坯模型,在刀位数据或NC代码的驱动下模仿金属切削加工中走刀轨迹和材料被切除的过程,使用户以直观的方式对工艺规划的合理性进行评估,对是否存在干涉进行校验,并优化走刀轨迹和NC代码。Vericut的工作流程如图1所示。
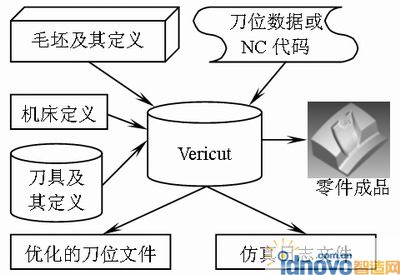
图1 Vericut的加工仿真流程
二、少齿转子的特点和编程方法
1.转子的特点
在油量计、气量计或塑料机械进给机构中,广泛使用一种螺旋齿轮。该齿轮的特点是模数较大,且属于非标准模数。若采用齿轮滚刀加工,为减小根切,必须采用特定的工艺方法才可生产出合格产品。另一方面,它的齿数较少(常为3齿或4齿),故精加工时采用铣削方法生产,其效率和精度均是可以接受的。例如,图2是一转子齿轮,它是由4齿渐开线剖面绕z轴作螺旋运动而形成的。该剖面由齿顶圆、渐开线和摆线连接而成,其外形如图2所示。齿轮参数列于表1,齿面粗糙度Ra为1.6。
表1 转子齿轮参数

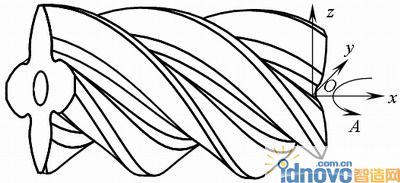
图2 转子齿轮
2.转子的NC编程方法
由转子的形成过程可知,该工件应采用四轴加工:工件沿z轴负方向作匀速进给,同时绕z轴作匀速旋转运动,这样刀具在空间切削出一条螺旋线;每完成一个切削行程,工件快速复位,然后刀具在xOy平面上作渐开线插补运动(x、y联动),再进行第二个行程。反复执行该过程,直到整个齿面铣削完毕。这实质上仍是展成法加工。
转子NC编程时的已知条件为:(1)转子端面轮廓线。设计者通常把该轮廓离散为上千个数据点给NC编程者。(2)转子的齿数、模数、压力角、螺旋角、导程等参数。编程的具体方法如下:
(1)将端面轮廓点拟合成为光滑曲线,如图3a 所示。
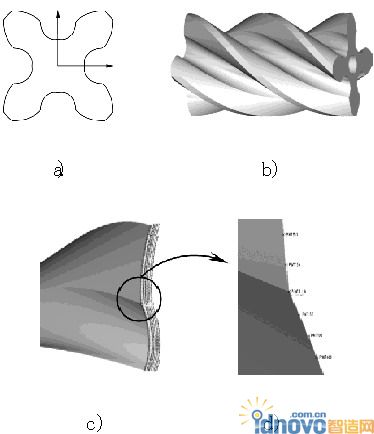
图3 转子数据处理与建模
(2)建立转子的三维模型,如图3b所示。建模方法有很多,可在Pro/ENGINEER、AlphaCAM等平台上建立。建模时,轮廓线上任一点P(xi, yi)处的螺旋导动线方程为(坐标系参见
图2):
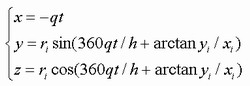
式中,q为转子长度,h为导程,为P点矢径,
,t为参变量,0≤t≤1。
(3)将端面轮廓按弧长平均打断为若干子段(图3c、图3d为局部放大图),子段数目按照表面粗糙度的要求确定。
(4)求出每个子段端点的坐标及该点处螺旋曲面的法矢量n。设球头刀半径为r,按公式P=P0+nr计算得到刀位数据,并据此编制NC程序(按刀心编程)。
三、用Vericut对铣削过程进行仿真
1.建立毛坯模型
对精加工进行切削仿真,理论上应该建立半成品模型作为精加工前的毛坯。但是,由于转子的端面齿廓是一单值曲线,故可以把粗加工前的圆柱形毛坯作为精加工前的毛坯,如图4所示。这样,在仿真中系统可能会提示每刀切深过大,但并不影响轨迹模拟和干涉校验。
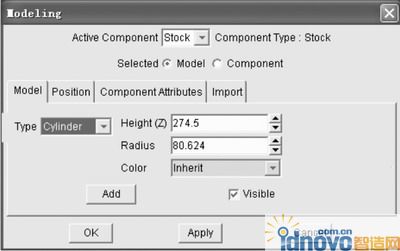
图4 毛坯定义
2.机床定义
机床定义的内容包括*.mch文件(定义机床、夹具)和*.usr(CNC定义)两方面。由于机床的结构千变万化,CNC类型繁多,所以通常采用基于Vericut内嵌的机床定义文件结合具体的机床结构与CNC编程规则来定义。主要内容包括:(1)确定机床坐标系;(2)确定编程坐标系;(3)定义运动轴运动关系;(4)G代码和M代码定义。转子编程原点位于右端面中心,所以机床原点与编程原点不重合。以KAFO,某四轴立式加工中心为例,其CNC为FANUC 0M,机床原点位于z轴与工作台面的交点。这些均可在“Component Tree”中进行设置.
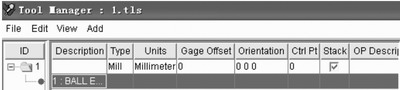
3.刀具定义
转子加工时采用球头铣刀。应根据NC程序中的刀号和选定的球头刀半径定义刀具,如图6所示。
a)
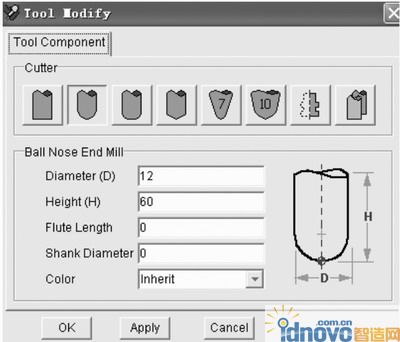
图6 刀具定义
4.加工过程仿真
在定义好毛坯、机床和刀具的基础上,设置好仿真动画显示参数,就可以进行切削过程仿真了。如果需要,还可以对夹具、材料、视窗等辅助内容进行定义。图7a是左旋转子铣削仿真中的一个场景。切削过程和切削结果均显示在图形窗口中,干涉与否可通过日志文件和提示行查看。图7b则是由机床加工出的转子成品,它与仿真加工的结果完全一致。

a)

b)
图7 仿真加工的转子与实际加工的转子
四、结束语
Vericut是集多种功能于一体的切削仿真系统。本文阐述了基于Vericut少齿转子的NC铣削仿真的实现方法。利用该平台可以以形象直观的方式实现对数控代码的校验,对于保证数控程序的正确性具有重要意义,可以将过切与干涉等不安全因素消除在机床加工之前。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF