一、MPI/Fiber简介
纤维增强复合材料制件的定许多性能与纤维趋向有关。MPI/Fiber实际上是在常规流动分析即MPI/Flow的基础上,进一步预测制件中的纤维趋向。
由于工业中常用的复合材料所含填应用。体积分数在10~50%之间,因此,在分析时必须同时考虑熔体动力学、熔体对纤维的作用和纤维间的相互作用对纤维趋向的影响。在MPI/Fiber中,熔体动力学利用常规的流动分析即MPI/Flow进行计算,熔体对纤维的作用采用Jeffery模型进行计算,纤维间的相互作用采用Tucker-Folger模型进行计算。在计算过程中,将纤维趋向与流动分析完全耦合,从而确保了纤维趋向计算的可靠性。
目前,MPI的填充材料数据库包含了大部分常用的填充材料如玻璃纤维、碳纤维、石棉纤维、硼纤维、钢纤维、合成材料纤维等,可用于绝大多数复合材料制件的分析。
纤维趋向是决定制件力学性能的主要因素,MPI/Fiber在纤维趋向预测的基础上可以进一步预测制件的力学性能。MPI/Fiber提供了五种力学性能模型供用户选择,包括Tandon- Weng模型、Halpin-Tsai模型、Krenchel模型、Cox模型、Ogorkiewicz-Weidmann-Counto模型。
此外,MPI/Fiber还提供了三种热膨胀系数计算模型供用户选择,包括Schepery模型、 Chamberlain模型和 Rosen- Hasin模型。
由于制件的力学性能和物理性能与基体和纤维的性能有关,因此,在进行分析之前,除了要定义MPI/Flow分析所需的基本数据外,还需要定义材料的力学和物理性能,包括基体和纤维的弹性模量、剪切模量、泊松比、热膨胀系数及纤维的长度、形状系数、重量或体积分数。
目前,MPI/Fiber可以对制件的中性面模型和Fusion模型进行分析。
二、MPI/Fiber的作用
MPI/Fiber通过对纤维增强树脂基复合材料填充和保压过程的分析,不仅为用户提供常规流动分析的结果如填充时间、压力、温度、熔接痕、气穴等,还可以提供与纤维增强有关的模拟结果,帮助用户进行工艺优化。本文主要介绍与纤维增强有关的模拟结果。
(1) 纤维平均趋向 纤维趋向是决定制件力学性能的主要因素,但是,影响纤维趋向的因素较多。MPI/Fiber可以预测纤维在整个成型过程中纤维的运动及纤维在制件厚度方向的平均趋向。通过优化填充形式和纤维趋向以减小收缩变形和制件的翘曲,并尽可能使纤维沿制件受力方向排列以提高制件的强度。
(2) 纤维趋向张量 注射成型结束时制件厚度方向不同位置的张量分布,是计算制件在成型过程中热-机械性能和制件残余压力的重要依据。
(3) 制件的力学性能 注射成型结束时制件厚度方向不同位置的力学性能如弹性模量、剪切模量、泊松比。由于考虑了制件的实际成
型条件对力学性能的影响,大大提高了制件翘曲分析及应力分析的精度。
(4) 制件的热膨胀系数 注射成型结束时制件厚度方向不同位置的纵向(流动方向)和横向(垂直于流动方向)的热膨胀系数。
三、MPI/Cool应用实例
3.1 建模
在Pro/ENGINEER中建立制件实体模型,通过STL文件格式读入MPI并提取中性面模型,浇注系统在MPI中创建。制件模型和浇注系统如图1所示。

图1 制件中性面模型和浇注系统
3.2 工艺条件
制件材料选用Honeywell Plastics Capron 8233G HS,玻璃纤维的重量比为33%。工艺参数为:熔体温度280oC,型腔温度80oC,注射时间为0.75 Sec,保压时间为10s,保压压力为注射压力的80%,冷却时间为20s。
3.3 模拟结果
按照上述工艺条件,对制件的填充和保压过程进行了分析,得到的与纤维增强有关的部分模拟结果如图2所示。
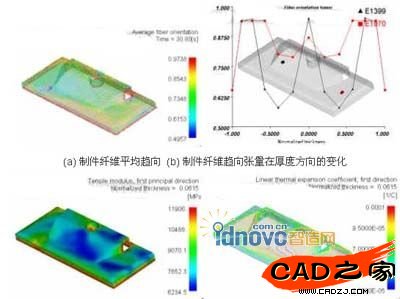
(c) 制件弹性模量分布云图 (d) 制件热膨胀系数等值线图
图2 纤维填充模拟得到的结果
四、结束语
MPI/Fiber通过对短纤维增强树脂基复合材料填充和保压过程的模拟,帮助工艺人员全面了解成型条件对制件质量及纤维趋向的影响,并为随后进行的翘曲分析和应力分析提供了可靠的依据。这对于提高纤维增强复合材料制件的质量具有重要的指导意义。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF