上海明珠二线地铁车体全部采用铝合金材料,实现了地铁车辆强度和轻量化的结合。车体焊接采用的主要焊接工艺为手工MIG焊和自动MIG焊,其母材、焊丝、保护气体、焊接设备见表1。母材和焊丝的主要化学成分见表2。
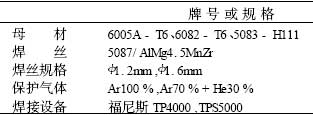
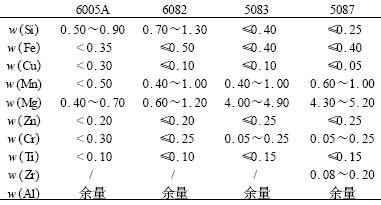
表2 母材和焊丝的主要化学成分%
不同牌号母材及其化学成分焊丝化学成分
2 生产储存环境和辅助材料使用的要求
2. 1 生产储存温度湿度的要求
铝合金的生产和储存环境必须防尘、防水、干燥。环境温度通常控制在5 ℃以上, 湿度控制在70 %以下。
应尽量保证焊接环境的湿度不能太高,湿度过高会使焊缝中气孔的产生几率明显增加,从而影响焊接质量。空气的剧烈流动会引起气体保护不充分,从而产生焊接气孔,可设置挡风板以避免室内穿堂风的影响。
2. 2 焊丝及送气软管的使用要求
对焊材的使用应该注意:铝焊丝要与钢焊材分开储存,使用期不超过1a 。焊接完成后,要在焊机中取出焊丝进行密封处理,防止污染。不同材质的送气软管抵抗湿气进入的能力不同,尤其在送气压力高时,送气软管的影响更明显。送气软管最好使用特富龙软管(Teflon) 。
2. 3 工装的选用
铝合金焊接最好选用点接触形式的工装,以减小工装与工件的接触面积。如果工装对工件是面接触,就会很快带走工件的热量,加速了熔池的凝固,不利于焊缝气孔的排除。工装液压系统的压力最好控制在9~9. 5 MPa 。
压力过小达不到预设反变形的目的,但是压力过大,又会使铝合金结构的拘束度增大。由于铝合金的线胀系数大,高温塑性差,焊接时易产生较大的热应力,可能会使铝合金结构产生裂纹。
3 焊丝及保护气体的选用
3. 1 焊丝的选用
对于6005A、6082、5083 母材来说,选择的焊丝牌号为5087/ AlMg4. 5MnZr ,5087 焊丝不仅抗裂性能好,抗气孔性能优越,而且强度性能也很好。对于焊丝规格的选择,优先选择大直径规格的焊丝。同样的焊接填充量即同等重量的焊丝,大规格焊丝较小规格焊丝的表面积要小很多,因此,大规格焊丝较小规格焊丝的表面污染要少即氧化区域要小,焊接质量更容易达到要求。另外大直径焊丝的送丝过程更容易操作。对于8 mm 以下板厚的母材一般采用1. 2 mm直径的焊丝,对于8 mm 及以上板厚的母材采用1. 6 mm 直径的焊丝。自动焊机采用
1. 6 mm直径的焊丝。
3. 2 保护气体的选用
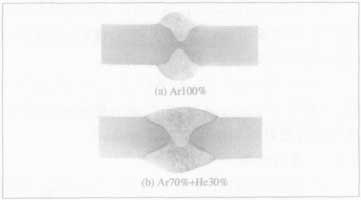
Ar100 %的特点是电弧稳定、引弧方便,对于8mm以下板厚的母材一般采用Ar100 %进行焊接。对于8 mm 及以上板厚的母材和气孔要求高的焊缝,采用Ar70 % + He30 %进行焊接。氦气的特点在于:9 倍于氩气的导热性,焊接速度更快,气孔率减少,熔深增加。厚板焊接时,Ar100 %和Ar70 % +He30 %的熔深状况见图1。气体的流量选择不是越大越好,流量过大会造成紊流,导致熔池保护不充分,空气与熔敷金属发生反应,会改变焊缝组织,使性能下降,而且产生焊接气孔的倾向增加。
4 焊前准备工作的要求
4. 1 坡口的处理
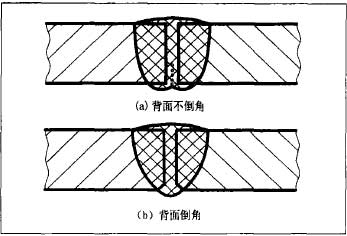
板厚在3 mm 以下的对接焊缝可不开坡口,只需在焊缝背面倒一0. 5~1 mm 的角即可,这样有利于气体的排放和避免背面凹槽。背面是否倒角对焊缝的影响,见图2。
铝合金厚板的坡口角度较钢板的要大。单边坡口一般采用55°坡口,双边坡口采用每边35°坡口。这样可以使焊接的可达性提高,同时可降低未熔合缺陷的产生几率。#p#分页标题#e#
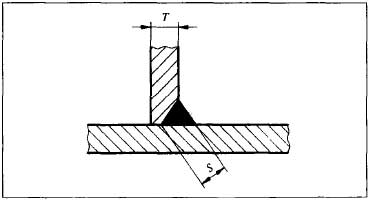
对于厚板T 形接头中的HV 或HY接头,要求填满坡口外,再加一个角焊缝,使焊缝总尺寸S 不小于板厚T。厚板T 形接头焊接要求见图3。
焊接铝合金需要最干净的准备工作,否则其抗腐蚀能力下降,而且容易产生气孔。焊接铝合金应该与焊钢的习惯彻底区分。焊钢已经用过的工具,严禁焊接铝合金时使用。清理焊缝区域的氧化膜等杂质,尽可能使用不锈钢刷或者用丙酮清洗。不能使用砂轮打磨,因为使用砂轮打磨只会使氧化膜熔合在焊材表面,而不会真正去除。而且如果使用硬质砂轮,其中的杂质
会进入焊缝,导致热裂纹。此外,由于Al2O3 膜在极短的时间内又会重新生成和堆积,为了使氧化膜尽可能少地影响焊缝,清理完毕后应立即施焊。
4. 3 预热温度和层间温度的控制
对与板厚超过8 mm 的厚板进行焊接时,都要进行焊前预热,预热温度控制在80 ℃~120 ℃之间,层间温度控制在60 ℃~100 ℃之间。预热温度过高,除作业环境恶劣外,还有可能对铝合金的合金性能造成影响,出现接头软化,焊缝外观成形不良等现象。层间温度过高还会使铝焊热裂纹的产生机率增加。
5 合理选择规范参数
铝合金与钢材的物化性能相差甚远,要根据铝合金的焊接特性来试验和确定其焊接规范参数。
5. 1 焊接电流较大
铝合金本身的导热系数大(约为钢的4 倍) ,散热快。因此,在相同焊接速度下,焊接铝合金时的热输入量要比焊接钢材时的热输入量大2~4 倍。如果热输入量不够,容易出现熔深不足甚至未熔合的问题,特别是在焊缝起头的位置。
5. 2 送丝速度要适当调高
送丝速度是与电流、电压等规范参数密切相关,并且相互匹配的。当焊接电流提高后,送丝速度也应该相应地提高。
5. 3 焊接速度的选择
对于薄板焊缝,为了避免焊缝过热,一般采用较小的焊接电流和较快的焊接速度;对于厚板焊缝,为使焊缝熔合充分和焊缝气体充分逸出,采用较大的焊接电流和较慢的焊接速度。
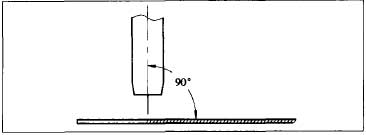
5. 4 焊枪角度的选择
在焊接方向上,焊枪角度一般控制在90°左右,过大和过小都会造成焊接缺陷。焊枪角度过大会造成气体保护不充分而产生气孔;角度过小还有可能使液铝达到电弧前端,使电弧不能直接作用于焊缝而产生未熔合。焊枪角度示意图见图4。
6 结束语
对车体焊缝质量和外形尺寸进行了检验和控制;对顶盖外侧焊缝进行渗透探伤;对底架牵引梁和枕梁焊缝进行了超声波探伤;对车体重要的外形尺寸用激光跟踪仪和水准仪进行了检测。所生产的全部10 列车体,经西门子专家检验合格。目前,铝合金车体的焊接工艺也已经进入成熟稳定阶段。为上海地铁明珠线二期工程生产的4 列地铁列车已经抵达上海地铁梅陇基地,调试运行良好。
相关文章
- 2021-06-24AutoCAD 2011 for Dummies PDF下载
- 2021-01-01AutoCAD 2002 完全使用手册PDF下载
- 2020-12-28AutoCAD 2008 3D Modeling workbook for Dummies PDF
- 2020-12-19AutoCAD 12.0绘图软件包的使用与二次开发技术PDF下载
- 2016-12-07顾家工艺沙发专卖店全套施工图CAD图纸下载
- 2016-08-09成都地铁4号线某站装修设计方案施工图下载
- 2016-02-01邱德光明珠花园10栋C2复式室内装修CAD施工图
- 2016-01-27邱德光明珠花园9栋全套施工设计图下载
- 2016-01-27tssd探索者字体XP/WIN7 cad钢筋符号字体附使用教程
- 2015-08-29成都地铁1号线一期工程省体育馆站公共区施工图