许多车间都在周密地考虑机床的操作成本。它消耗多少能源?它会否产生过多的热量,使车间的空调系统负担更重?它能延长刀具和消耗品的寿命吗?
Mitsubishi EDM 在它的线切割和滑枕式电火花加工机床上增添了许多特性和功能。由于能源和原材料价格上升,必须仔细考虑每一种机床的经济性和节约成本的策略。
根据该公司介绍,在他们最新提供的机床中,有一些降低成本、节约能源的例子。
EA12V型刻模机是一种中等规格的机床,加工工件尺寸为820×550×250mm。
1. EA12V型刻模机的FP80V电源有电力再生回路,它比它所替代的FP60EA电源,减少电力消耗20%。这再生能源”节约一个火花的过剩能量,直到储存足够的能量,以产生另一个火花。”
2. 当加工硬质合金时,FP80V比老型号的电源,节约能源消耗50%,它有一个用于加工硬质合金的任选SP电路。这新电源不需要加工硬质合金的专门电路。
3. 这新电源即使调整在高能量下运行时,也产生较少的热量。这就降低了车间的冷却成本,减少了影响周围设备环境温度的危险。
4. 可以用NC程序来调整工件槽中介质的介电水平,以降低泵的能源消耗。
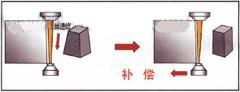
左图放大表示丝状电极,当它减小进给量时,由于磨损,而有少许变成锥形,怎样影响了工
件的形状。右图表明如何偏置此锥形以保持高精度加工。
5. 过滤系统使用细网、长寿命过滤组件,使截集颗粒的表面积加大一倍,寿命延长到以前型号的4倍。
6. 由于改进过滤,清洁的介电液体减少了精加工的二次发火花,消除了所导致的能耗。
7. 在电火花线切割机系列中,FA-S系列包括FA10S,加工范围为350×250×220mm和FA20S,加工范围为1050×800×295mm。
8. AE电源有电力再生电路。
9. 这种电源消耗的树脂是以往型号的电源消耗树脂的三分之一。
10. 带有逆变器的泵驱动,在从粗加工转换到精加工过程中,当冲洗量下降,负荷减小时,降低电动机的转速。
11. 在通宵或周末运转的情况下,当最后程序结束时,可用一个M方式关掉所有的泵。
12. CS(节约成本)方式在金属丝线从上到下进给时,减小其进给量,降低金属丝线的消耗。因为金属丝线行程更慢,磨损累积的结果,当它趋近一次切削的底部时,在丝线上产生一个很小的锥度。金属丝线在向下行程中越来越细。为了补偿这锥度,CS方式提供一个轻微而精密的、垂直于丝线的偏置,因而把它向着锥度倾斜,以达到高的切削精度。
13. 用CS方式,在更换加工零件时,过滤系统和高压泵自动关闭。
对于线切割和滑枕式电火花加工机床,添加了许多节约的特性,有利于提高生产率和经济效益。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF