本文研究分析了对华中I型铣床数控系统结构的相关内容。
一、数控系统结构及数控系统操作台
华中Ⅰ型数控系统结构如下图所示:
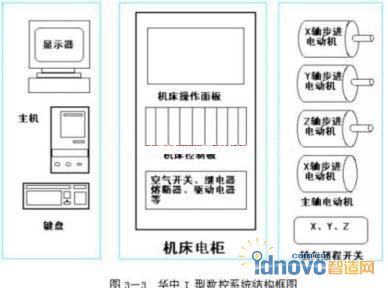
华中I 型数控系统具有以下特点。1) 系统用中文CRT显示,具有很好的人机界面;2) 3.5英寸磁盘可用于保存或调入加工程序;3) 通讯接口用于系统集成、联网、数据输入和输出、远程诊断等;4) 标准面板包括CRT/MDI面板和操纵面板;5) 系统采用实时多任务的管理方式,能够在加工的同时进行其它操纵。
华中I 型数控系统直接采用标准PC机键盘,用于编程及系统管理操作。操作面板控制机床的动作或加工过程的控制。
二、操作面板及其主要按钮
华中I 型数控系统(数控铣床)操作面板如图3-4。
1.电源开关
合上总电源开关后,将钥匙插入操作面板上的电源开关,接通或断开CNC电源。
2.急停按钮
机床操作过程中,当出现紧急情况时,按下急停按钮,伺服进给及主轴运转立即停止工作,CNC即进入急停状态。初操作者应随时把一只手放在急停按钮上,一旦有紧急情况,可以立即停止机床运动。
3.超程解除按钮
当某轴出现超程报警,要退出超程状态时,必须松开急停按钮,然后压住超程解除开关,并在手动方式下选择该坐标轴,按点动按钮(+JOG或-JOG),使该轴向相反方向退出超程状态。
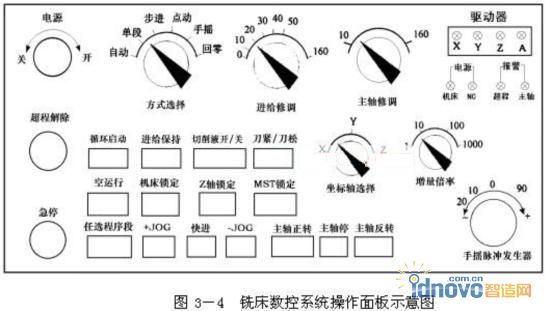
4.工作方式选择(波段开关)
通过方式选择开关,选择系统的工作方式。
(1)自动档。自动运行执行方式。当方式选择开关置于自动方式时,机床控制由CNC 自动完成。
(2)单段档。单程序段执行方式。当方式选择开关置于单段方式时,程序控制将逐段执行,即运行一个程序段后机床暂时停止;再按一下“循环起动”按钮,执行下一程序段,该段运行结束,机床再次停止;再按“循环起动”按钮,机床再次运行。该执行方式有助于检查程序是否正确,在初次加工时非常有用。
(3)步进档。步进(增量)进给方式。+JOG、-JOG按钮及增量倍率开关。
在步进(增量)进给方式下,按压 +JOG或-JOG,由坐标轴选择开关所选择的轴将正向或负向移动一个增量值,增量值的大小由增量倍率×1,×10,×100,×1000开关控制。增量倍率开关位置和移动距离的对应关系如表3-1所示:

(4)点动档。点动进给方式。+JOG、-JOG按钮及快进按钮。
在点动进给方式下,按压 +JOG或-JOG,由坐标轴选择开关选择的轴将正向或负向连续移动,松开 +JOG或-JOG即减速停止。点动进给的速率为最大进给速率的三分之一乘以进给修调开关选择的进给倍率。若同时按下手动按钮和快进键,则所选坐标轴正向或负向快速运动。此时JOG 速率为最大进给速率乘以进给倍率。
(5)手摇档。手摇脉冲发生器操作方式。手摇脉冲发生器及手摇进给倍率开关。
当工作方式为手摇方式时,转动手摇脉冲发生器可以正方向移动由坐标轴选择开关选定的进给轴。手摇脉冲发生器的当量(手摇每转一格移动的距离)由增量倍率开关选择,其对应关系与增量进给基本相同,只是在增量倍率为1000时,手摇脉冲发生器的当量为0.001×100=0.1mm而非1mm。
(6)回零档。回零方式为手动返回机床参考点。当工作方式为回零方式时,选择需返回参考点的坐标轴,按下+ JOG或-JOG按钮,直至到达参考点的位置(当减速限位开关被接通,再关断后,下一个栅格被看作是参考点),该轴参考点返回结束后,参考点返回指示灯亮。
*在电源接通后,必须用这种方法完成返回参考点操作。
当机床处于以下3种状况时,机床必须回零,否则数控系统会因失去机床零点记忆而发生故障:a)机床关机后,重新接通电源;b)机床解除急停状态后;c)机床超程报警解除后。
5.进给修调
在自动方式及点动方式下,当进给速度偏高或偏低时,可用操作面板上的进给修调开关,修调程序中编制的进给速度,此开关可提供10%-160%的修调范围。
6.主轴修调
可用操作面板上主轴修调开关,修调自动运行时程序中编制的主轴速度或手动时的主轴速度,此开关可提供10%-160%的修调范围。机械齿轮换档时,主轴不能修调。
7.坐标轴选择
在点动、步进、手摇、回零运行方式(统称为手动方式)时,首先要通过坐标轴选择开关选择相应的手动进给轴。手动时,每次只能走一轴。
8.循环启动
自动运转启动。当方式选择开关置于自动方式时,在主 菜单下按 F1 键进入自动加工子菜单,再按F1(程序选择)选择要运行的程序,按下循环启动按钮,自动加工开始。自动加工期间,按钮内指示灯亮。
9.进给保持
自动运转暂停。在自动运行过程中,按下“进给保持”键,机床运动轴减速停止,暂停执行程序,刀具、主轴电机停止运行。暂停期间,按钮内指示灯亮。
在暂停状态下,按下“循环启动”键,系统将重新启动,从暂停前的状态继续运行。
10.切削液开/关
用于开关切削液。按下操作面板上的切削液开/关,切削液开;松开此开关,切削液关。
11.刀紧/刀松
用于手动装刀。按下操作面板上的刀紧/刀松开关, 夹紧刀具,松开此开关,刀具松开。
12.空运行
当机床选择自动循环操作方式时,按下操作面板上空运行按钮,CNC处于空运行状态(这时按钮内的灯亮)。程序中编制的进给速率被忽略,刀具以快移速度移动。
13.机床锁定
禁止机床动作。在自动运行开始前,将“机床锁定”键按下,再进行循环启动,仅坐标位置信息变化,但不允许机床运动,这个功能用于校验程序。
机床锁定时,必须注意以下几点:1)即便是G28、G29功能,刀具不运动到参考点;2)机床辅助功能M.S.T仍然有效;3)在自动运行过程中,按“机床锁定”键, 机床锁定无效;4)在自动运行过程中,只有在运行结束后,方可解除机床锁定。
14.Z轴锁定
禁止进刀。在自动运行开始前,将“Z 轴锁定”键按下,再进行循环启动,Z轴仅坐标位置信息变化,但Z轴不运动,因而刀具也不运动。
15.M.S.T锁定
禁止程序中辅助功能的执行。按下“M.S.T锁定”按钮后,除控制用M代码M00、M01、M30、M98、M99照常执行外,所有其他的M.S.T指令无效。
16.任选程序段
打开机床操作面板上的任选程序段开关,含有斜号代码“ /”的程序段被忽略。
17.主轴正转、主轴反转、主轴停
主轴的手动控制按钮。在手动方式下,按下主轴正转按钮,主电机正转,主轴正转;按下主轴反转按钮,主轴反转;按下主轴停止按钮,主轴停止运转。主轴正转及反转的速度可通过主轴修调开关调节。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF