(1)刀具的选择
刀具的选择是数控加工工艺中重要内容之一,它不仅影响机床的加工效率,而且直接影响加工质量。与传统的加工方法相比,数控加工对刀具的要求更高。不仅要求精度高、刚度好、耐用度高,而且要求尺寸稳定、安装调整方便。这就要求采用新型优质材料制造数控加工刀具,并优选刀具参数。
选取刀具时,要使刀具的尺寸与被加工工件的表面尺寸和形状相适应。生产中,平面零件周边轮廓的加工,常采用立铣刀。铣削平面时,应选用硬质合金刀片铣刀;加工凸轮、凹槽时,选高速钢立铣刀;加工毛坯表面或粗加工孔时,可选镶硬质合金的玉米铣刀。
对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、鼓形刀、锥形刀和盘形刀,如图1示。
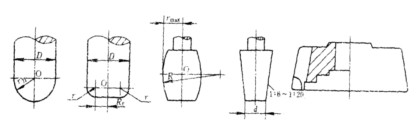
a ) b) c) d) e)
图常用铣刀
a)球铣刀 b)环形刀 c)鼓形刀 d)锥形刀 e)盘形刀
曲面加工常采用球头铣刀,但加工曲面较平坦部位时,刀具以球头顶端刃切削,切削条件较差,因而应采用环形刀。在单件或小批量生产中,为了取代多坐标联动机床,常采用鼓形刀或锥形刀来加工飞机上的一些变斜角零件,如图2所示。加镶齿盘铣刀,适用于在五坐标联动的数控机床上加工一些球面,其效率比用球头铣刀高近十倍,并可获得好的加工精度。
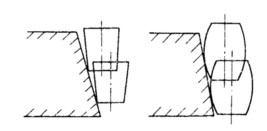
图2 变斜角斜面加工
(2)切削用量的确定
切削用量包括主轴转速(切削速度)、背吃刀量、进给量。对于不同的加工方法,需要选择不同的切削用量,并编入程序单内。
合理选择切削用量的原则是,粗加工时,一般以提高生产率为主,但也应考虑经济性和加工成本;半精加工和精加工时,应在保证加工质量的前提下,兼顾切削效率、经济性和加工成本。具体数值应根据机床说明书、切削手册,并结合经验而定。
1)切削深度ap(㎜) 主要根据机床、夹具、刀具和工件的刚度来决定。在刚度允许的情况下,应以最少的进给次数切除加工余量,最好一次切净余量,以便提高生产率。在数控机床上,精加工余量可小于普通机床,一般取(0.2~0.5)㎜
2)主轴转速n(r/min) 主要根据允许的切削速度νc(m/min)选取。
式中,νc——切削速度,由刀具的耐用度决定;
D——工件或刀具直径(㎜)。
主轴转速n要根据计算值在机床说明书中选取标准值,并填入程序单中。
3)进给量(进给速度)f(mm/min或mm/r) 是数控机床切削用量中的重要参数,主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料性质选取。当加工精度,表面粗糙度要求高时,进给量数值应选小些,一般在20~50mm/min范围内选取。最大进给量则受机床刚度和进给系统的性能限制,并与脉冲当量有关。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF