本文探讨了对大型磨台铸钢件的数值模拟与工艺优化相关研究。
磨台是河南焦矿集团为日本三菱公司生产的铸件,其三维结构和二维剖面示意图如图l所示,最大直径2700mm,高1325mm、质量13t,属于单件小批量生产。磨台的质量要求高,工作表面和铸件内部不得有缩孔和缩松。铸件在粗加工前后都要用磁粉探伤进行缺陷检查。在生产中为确保铸件质量采用保守的生产工艺.将磨台圆筒壁四周凹陷处全部由机械加工获得。从而导致生产周期较长,生产成本高等问题。有关技术人员也曾做过工艺改进尝试。但由于此铸件属于单件小批量生产,且质量较大,因此对新提出的铸造工艺直接作生产验证成本太高。本文运用ViewCast模拟软件对磨台凝固过程进行了模拟计算分析。确定了缺陷的位置.并进一步根据模拟结果设计了磨台的补缩系统,缩短了试制周期,降低了生产成本。
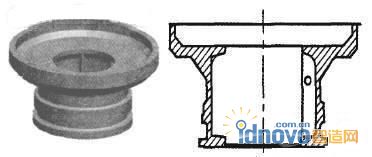
图1 磨台三维模型和二维剖面示意图
1 模型的网格剖分及参数设定
对磨台进行实体造型后导入ViewCast中进行实体网格剖分。铸钢的牌号为ZG270.500,其浇注温度为1580℃,液相临界温度为1511.3℃,固相临界温度为1453.9℃。收缩率为5%,热导率为35W/(m·K),比热容为489.9J/(kg-K),浇注时间为60s,砂型选用树脂砂,砂型初始温度为25℃。
2 模拟结果与分析
凝固过程各阶段凝固时间分布如图2所示。其中深色显示的部位表示钢液仍处于液态或半固态,没有完全凝固,浅灰色表示已经完全凝固。由于铸件各部分结构尺寸相差很大.在凝固时间为4000S时,磨台中、底部首先凝固,见图2(b);在8000S时,磨台中部完全凝固,见图2(d),在11500S时。磨台上部圆台结构和磨台筒壁下部的凝固出现了孤立的液相区,见图2(e),由于金属液在凝固过程中的体收缩特性。这些区域在凝固后期必然要产生缩孔缩松等铸造缺陷。
3 工艺设计及优化
3.1 磨台的初步工艺设计

图2 凝固过程的数值模拟结果
根据图2的模拟结果并结合传统铸造工艺设计方法删。在磨台的上部、中部、下部分别设置了冒口、补贴、冷铁以消除铸造缺陷。其三维实体结构模型如图3所示。将三维模型导人ViewCast软件后,对其进行网格剖分和参数设置,对铸件的凝固过程进行数值模拟(见图4)。可以看出,t=1800s时,放冷铁部位首先凝固,然后由磨台中部向两端区域依次凝固,由中间向两端的凝固顺序符合我们的设计思路,t=5300s时,上、下冒口开始对铸件补缩,t=6000s时,磨台下冒I=I颈处先于冒口凝固,下冒口的补缩通道断开,导致补缩受阻。铸件与下冒l=I颈连接处仍出现了孤立的液相区.由于金属液在凝固过程中的体收缩特性.这些区域在凝固后期必然要产生缩孔缩松等铸造缺陷。
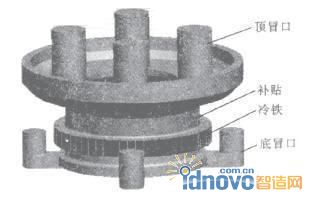
图3 冒口、补贴、冷铁的三维实体模型图
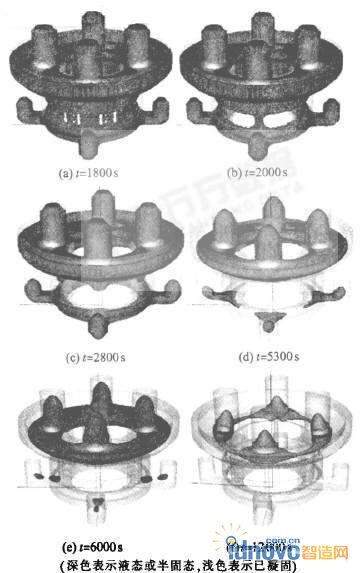
图4 原工艺凝固过程的数值模拟结果
3.2 工艺方案优化
根据初步工艺模拟结果分析.决定在下端冒口颈处放置补贴并且增加冒口高度。其他结构不变,优化后方案如图5所示。将三维模型导人ViewCast软件后。对其进行网格剖分和参数设置,再次对铸件的凝固过程进行数值模拟,结果见图6。可以看出。t=7500s时,磨台下端处早于冒口颈处凝固.原来在铸件与下冒口颈连接处出现的孤立的液相区已经转移至冒口颈中,见图6(d)、(e);t=17500s时,磨台上部圆台结构出现的孤立的液相区已经转移至上冒口的下部。即铸件上可能出现的缩孔、缩松等缺陷已经消失,满足了生产要求。因此优化后的补缩系统工艺方案即是本次设计的最终方案。

图5 优化方案三维造型示意图
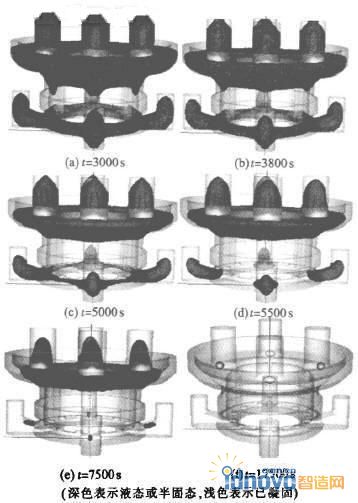
图6 优化工艺凝固过程数值模拟结果
3.3 生产验证
将优化后的补缩系统工艺方案运用于生产后,最终获得了合格的铸件。
4 结论
(1)用ViewCast软件对磨台铸钢件的凝固过程进行了数值模拟,获得了凝固过程中各阶段的凝固时间。可预测出在铸件上可能产生缺陷的位置。
(2)根据数值模拟结果并结合理论分析计算。在磨台各部位设置冒口、补贴和冷铁,极大地减少磨台上部和底部的缩孔缩松。
(3)在冒口颈处添加补贴和加高冒口高度,可有效消除磨台下端法兰盘处的缩孔缩松缺陷,并将其位置移向冒口颈处。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF