本文探讨研究了汽车轮毂的AnyCasting铸造工艺优化相关内容。
1 概述
伴随着全球金融危机的影响,石油资源给传统汽车带来越来越大的约束,为了摆脱这种窘境,许多国内外汽车厂商都宣布了进军新能源汽车领域的计划。国内外的汽车主机厂纷纷在混合动力、太阳能、电能等等新能源上研发新能源汽车。
在国内,比亚迪公司作为电能存放技术与汽车制造技术的领跑者,在新能源汽车方面一直保持着较快的发展势头。比亚迪E6电动车,是一款纯电动四驱车型,动力与启动电池均采用比亚迪自主生产的ET-POWER铁电池,百公里加速时间在14秒以内,充电一次大致需要7个小时,续航能力超过300公里。

图1 比亚迪E6电动车
现代汽车行业节能减排的呼声越来越强烈,对汽车轻量化的要求也变得更加迫切。这里我们以汽车轮毂为例展开论述,铝合金轮毂以其质量轻、强度高、可靠性可塑性强、价格适中、外观时尚等特点已经成为汽车行业的首选。据美国金属市场统计,近10年来世界每辆汽车平均用铝量增加了2倍,2001年世界每辆汽车平均用铝量已达113.5kg,特别是北美汽车用铝量增长最快,2002年北美生产的汽车平均每辆用铝量达124kg左右。预计2010年,汽车轮毂的铝化率可达72%-78%,不过,低压永久模铸造的轮毂仍占主导,约占轮毂总量的75%左右。
2 国内铝合金轮毂的生产现状
经过几十年的建设,我国汽车工业已初具规模,09年10月在长春一汽一辆金橙色解放J6的下线,是我国该年第1000万辆汽车诞生,标志着我国成为继美国、日本之后,第三个汽车年产销量超过千万的国家。同时,铝合金轮毂作为汽车轻量化产品,在我国已引起广泛重视,国内铝合金轮毂市场主要集中在南北大众、广本和几个微型车厂、皮卡等主机厂,近几年,国际市场对铝合金轮毂的需求也一直看好,我国产品已高性价比出口美国、日本、韩国等地。中国有25家铸造铝合金轮毂厂,年生产能约2000万件, 2002的的产量1400万件,其中出口600万件。中国首条锻造铝合金轮毂生产线正在戴卡铝轮毂有限公司建设,可于今年晚些时候投产,有2台锻压机,年生产能力100万件。戴卡公司是中国首家铝轮毂企业,为中国汽车轮毂铝化作出了重要贡献。
铝合金轮毂是一种材料密集型、劳动力密集型的低附加值产品,由于铝合金轮毂的高投入高产出的行业特点,许多企业因为缺乏关键技术,只重视设备的引进,造成了生产能力难以发挥,成品率低,产品缺乏竞争力,最终被市场淘汰。
3 国内铝合金轮毂的工艺状况
铝合金轮毂的生产工艺主要有锻造和铸造两种,锻造工艺比铸造工艺强度高18%以上,重量轻15%,但生产工艺和成本较高,目前铝合金轮毂以铸造为主,其中低压铸造工艺约占全部产量的80%以上,重力铸造工艺约占20%,另外还有挤压铸造工艺等。
低压铸造工艺主要有以下优点:
1.液体金属充型比较平稳;
2.铸件成形性好,有利于形成轮廓清晰、表面光洁的铸件,对于大型薄壁铸件的成形更为有利;
3.铸件组织致密,机械性能高;
4.提高了金属液的工艺收得率,一般情况下不需要冒口,使金属液的收得率大大提高,收得率一般可达90%。
此外,劳动条件好;设备简单,易实现机械化和自动化,也是低压铸造的突出优点。
4 低压铸造软件分析
低压铸造的工艺规范包括预压、充型、增压、饱压、模具预热温度、浇注温度,以及模具的涂料等。以AnyCasting为分析工具,通过对模具温度、压力规范和冷却条件的模拟,预测和分析充型和凝固过程中的问题,实现铝合金轮毂低压铸造工艺的优化。

图2 轮毂三维造型
将轮毂和模具等部件的三维模型(如图2、3),轮毂外形尺寸为415mm×415mm×178mm,由part转为STL文件导入分析工具后,设置各部件属性(铸件型腔、流道、渣包、模具、附件等等)。所选工艺参数:铝液浇注温度700±10℃,模具温度480℃,界面换热系数(gm/s3/K):铸件/铸型为3.0×105(有保温涂料)。
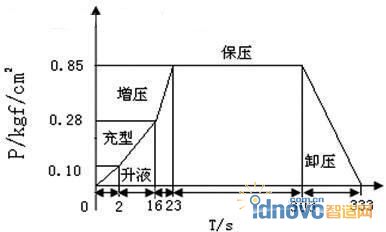
图3 低压铸造压力曲线
通过模拟发现充型过程中发生了喷溅现象,预测了充型压力曲线存在的问题。
5 结论
随着计算机性能和信息技术的不断进步,制造业的数字化以及仿真模拟的技术也日趋完善。在铸造过程仿真模拟行业中,出现了ProCAST、MAGMA、Flow-3D、dieCAS、AnyCasting、华铸等等非常成熟的商业软件。仿真软件的发展,给传统的制造行业注入了强劲的动力,同时也得到越来越多的企业的认可和应用。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF