虽然CAD/CAM技术已在机械、汽车、电子、服装等行业得到了较为广泛应用,但在特种陶瓷行业还没有得到足够的重视,应用程度远低于其他,以至于目前的特种陶瓷产品设计仍以手工操作为主,模具制作手段也相对落后。这种缺乏足够创新意识的状况已严重制约了特种陶瓷行业发展,务必尽快得到改善,才能使我国的特种陶瓷行业尽早赶上世界先进水平。
目前国内应用的CAD/CAM软件的种类较多,具有代表性的有Pro/ENGINEER、MasterCAM、Cimatron、UG、CAXA等,下面主要介绍基于MasterCAM软件的特种陶瓷产品设计及模具加工技术。
基于CAD/CAM技术的特种陶瓷产品设计及模具制作过程一般可按图1所示的步骤进行。
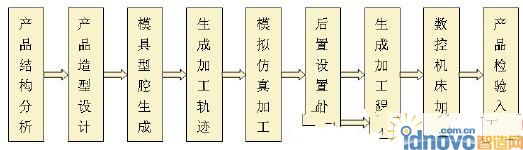
图1 采用CAD/CAM技术的特种陶瓷产品设计及模具制作一般过程
现以图2所示的胡椒磨芯为例,具体说明使用MasterCAM软件进行特种陶瓷产品设计及模具制作过程。

图2 胡椒磨芯造型设计
1.结构分析
在产品造型设计之前,首先应当分析产品结构特点,找出产品特殊的点、线、面,并用适当的量具加以测量,记下测量数据,同时要考虑到产品的收缩率,在产品造型设计时适当调整其尺寸大小。
2.造型设计
随着现代科学技术不断发展,人们对各种各样产品品种的需要不断更新,特种陶瓷产品也不断有新的产品出现。新的产品造型设计,可借助于计算机及设计软件来完成。也就是说,设计人员只要通过键盘、鼠标等输入设备将设计的原始数据输入到设计软件中去,人们便可以看到由计算机按照设计师的意图设计的产品样本了。MasterCAM软件提供了丰富的曲面、实体等三维产品造型设计手段,特别是对一些特种陶瓷产品的不规则形状也可以进行比较精确的表达,还可以通过材质、光源等方面的渲染设置给人以仿真的视觉效果。本例胡椒磨芯可通过实体挤出(Extrude)、实体举升(Loft)、实体旋转(Revolve)等手段得到产品的造型,如图3所示。
图3 胡椒磨芯模具型腔
产品设计完成后,应该根据客户的需要进行适当产品造型修改,最后利用MasterCAM进行模具型腔生成及加工程序的生成工作。
3.具型腔生成
根据胡椒磨芯全套模具的实际尺寸,生成胡椒磨芯模具毛坯,与胡椒磨芯进行Boolean(实体布尔运算)生成胡椒磨芯模具型腔,如图3所示。这里要根据产品干燥及烧成收缩情况,对模具型腔按给定的收缩率(1.15)进行缩放。
4.胡椒磨芯电极设计
因胡椒磨芯模具型腔形状特殊,有垂直的4条棱,又有40个相互交错的倾斜棱角,如图4所示,很难直接进行机械加工,最好用电火花成形机床进行加工。同时,要根据电火花机床的实际火花间隙(大约0.05mm),把胡椒磨芯模具型腔缩放,生成胡椒磨芯紫铜电极。

图4 胡椒磨芯紫铜电极
5.胡椒磨芯电极加工
(1)加工工艺分析
根据胡椒磨芯紫铜电极特点,为了获得较好的加工质量和提高生产率,应采用单刃指形合金铣刀进行加工。刀杆直径为3.18mm,刀刃直径为1.6mm,前角为5°,后角为25°,副后角为15°,副偏角为15°,如图5所示。粗加工每次进刀0.25mm,进刀速度为150mm/min,精加工每次进刀0.05mm,进刀速度为50mm/min。

图5 单刃指形铣刀
(2)生成加工轨迹
选用合适的数控加工方法,生成加工轨迹是最为关键的环节。MasterCAM提供了Parallel(平行加工),Radial(放射状加工),Project(投影加工),Flowline(曲面流线),C o n t o u r(等高加工) , P o c k e t ( 挖槽加工) ,Plunge(钻削加工)等10多种曲面粗、精加工方法。本例胡椒磨芯紫铜电极粗加工采用Pocket(挖槽加工),精加工采用Contour(等高加工)。
(3)模拟仿真加工
对生成的加工轨迹进行Verify(模拟加工),检查生成的加工轨迹是否合理,尽量避
加工过程中的失误。
(4)生成加工程序
针对加工胡椒磨芯紫铜电极用的数控机床及其配备的数控系统,设置特定的数控代码、数控程序格式及参数,并按照加工机床的配置要求,把上述已经生成的刀具加工轨迹转化成能用于控制数控机床进行加工的数控加工程序。下面是加工胡椒磨芯紫铜电极的数控加工程序的一部分:
%
O0000
(PROGRAM NAME - 胡椒磨芯
051221-3)
(DATE=DD-MM-YY - 22-12-05
TIME=HH:MM - 19:16)
N100G21
N102G0G17G40G49G80G90
( 1. DRILL TOOL - 1 DIA. OFF.
- 1 LEN. - 1 DIA. - 1.6)
N104T1M6
N 1 0 6 G 0 G 9 0 X - 1 1 . 5 9 6 Y 0 .
A0.S4774M3
N108G43H1Z4.8
N110Z1.
N112G1Z-.25F150.
N114G2X11.596R11.596F286.4
N116X.674Y-11.576R11.596
N118X-11.596Y0.R11.596
N856G0Z-11.338
N858Z-7.338
N860M5
N862G91G28Z0.
N864G28X0.Y0.A0.
N866M30
%
(5)进行数控加工
准备好胡椒磨芯紫铜电极毛坯,磨好单刃指形铣刀,开动数控雕铣机床后,就可以将上述生成的数控加工程序通过计算机传输等手段传送给数控机床,再一次模拟运行刀具轨迹,确保数控加工的准确性,最后正式由数控雕铣机床完成加工。
6.胡椒磨芯模具型腔加工
由数控雕铣机床加工完成的胡椒磨芯紫铜电极,经钳工修磨、抛光后达到电极所要求的尺寸和表面粗糙度后,安装到电火花机床的主轴上。调整好电极、毛坯的垂直度和平行度,确保电极、毛坯的同轴度误差在0.01mm之内,最后设置好数控电火花机床的加工参数,并完成胡椒磨芯模具型腔的加工。
7.结束语
随着人民生活水平的不断提高和科学技术的发展,人们对日用品和艺术陶瓷的需求多样化趋势越来越明显,同时特种工业陶瓷的应用也越来越广泛,复杂、精密、多品种、高质量和短期交货将是今后陶瓷产品需求的趋势,CAD/CAM技术能很好地解决这一问题,因此,改革陶瓷产品设计及模具加工中传统工艺,采用先进的制造技术提高陶瓷产品设计和模具制造质量,缩短产品开发周期,降低产品开发的成本,显得非常重要。
在特种陶瓷产品设计及模具加工中应用CAD/CAM软件,可提高陶瓷产品设计效率和质量,便于产品改型和改进工作,便于产品开发过程中各环节人员相互之间以及与客户之间的交流,实现陶瓷产品设计与模具制作间的良好衔接,而且可提高模具设计和加工质量,缩短产品开发周期,降低产品开发的成本。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF