本文介绍了数控编程之复合螺纹切削循环指令使用的情况。
复合螺纹切削循环指令可以完成一个螺纹段的全部加工任务。它的进刀方法有利于改善刀具的切削条件,在编程中应优先考虑应用该指令,如图3.47所示。
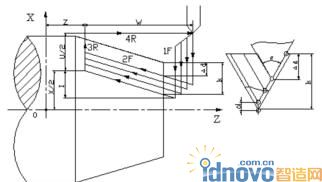
图3.47 复合螺纹切削循环与进刀法
编程格式 G76 P (m) (r) (α) Q(△dmin) R(d)
G76 X(U) Z(W) R(I) F(f) P(k) Q(△d)
式中: m - 精加工重复次数;
r - 倒角量;
α - 刀尖角;
△ dmin--最小切入量;
d-精加工余量;
X(U) Z(W) - 终点坐标;
I - 螺纹部分半径之差,即螺纹切削起始点与切削终点的半径差。加工圆柱螺纹时,i=0。加工圆锥螺纹时,当X向切削起始点坐标小于切削终点坐标时,I为负,反之为正。
k - 螺牙的高度 (X轴方向的半径值);
△ d - 第一次切入量(X轴方向的半径值);
f - 螺纹导程。
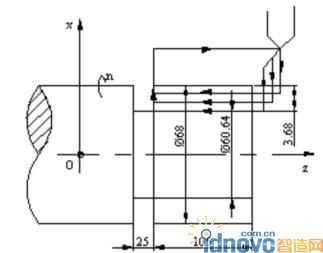
图3.48 复合螺纹切削循环应用
例:试编写图3.48所示圆柱螺纹的加工程序,螺距为6mm。
G76 P 02 12 60 Q0.1 R0.1
G76 X60.64 Z23 R0 F6 P3.68 Q1.8
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF