0 引言
绿色制造是一种综合考虑环境影响和资源效率的现代制造模式[1]。面向绿色制造的工艺规划(也称绿色工艺规划)是绿色制造的关键技术之一,旨在通过对工艺要素、工艺过程和工艺方案等进行优化决策和规划,从而改善加工过程及其各个环节的绿色性(即资源消耗和环境影响),使得产品制造过程的经济效益和社会效益协调优化[2]。绿色工艺规划不是对传统工艺规划的一种否定,而是一种补充和发展,是一种使得产品制造过程具有更好绿色性的辅助手段。国内外开展了大量的绿色工艺规划方面的研究,如环境意识机床系统及其关键技术、废物流的评价、工艺规划方法以及面向绿色制造的各种工艺评价与决策等先进的绿色工艺技术 [3,4]。S.A.Melngk 教授和R.T.Smith教授曾在美国制造工程师学会(SME)发布的绿色制造蓝皮书[5]中指出,“尽管目前有很多有利因素促进绿色制造的实施和推广,如环境和资源方面法规、ISO14000国际环境管理体系系列标准、绿色标志认证、公众意识,甚至已经有很多企业以绿色环保作为自己的市场竞争优势(如绿色空调、绿色汽车等),但绿色制造在实际生产中的实施仍不乐观,其主要原因之一是缺乏可以明显改善环境友好性的实用方法和工具”。迄今为止,有关绿色制造方面的实用化方法和软件工具仍很少有报道。
目前,对大多数企业来说,制造过程的环境污染只能用好或差进行粗略的评价,无法完成多个指标的综合评价。因此,要全面改善和提高企业制造过程的绿色性,需要一种实用化的综合性评价工具,对其制造过程的绿色特性进行全面的分析、优化和评价。
针对上述问题,本文研究了面向绿色制造的工艺规划支持系统的体系结构和工作流程,开发了一套软件系统。该软件系统能够从单个工艺要素到整套工艺方案,对制造过程的绿色特性,包括原材料消耗、辅助原材料消耗、能量消耗、固体废弃物污染、液体废弃物污染、粉尘、噪音、油雾以及工人职业健康安全等方面,进行综合的分析和评价。目前,该软件系统已获得国家软件著作权登记证书(登记号:2003SR9386),并在某机床厂的齿轮加工工艺过程中成功应用。
1 面向绿色制造的工艺规划支持系统体系结构
面向绿色制造的工艺规划支持系统不同于现行的计算机辅助工艺规划(Computer Aided Process Planning,CAPP),它的目标不是自动生成或规划出零件加工工艺规程,而是在面向绿色制造的工艺规划模型库和工艺绿色数据库的支持下,对工艺过程中的原材料消耗、辅助材料消耗、能量消耗和环境排放物等进行分析、优化和评价,帮助工艺人员优化、改善产品和零件制造过程的绿色性。
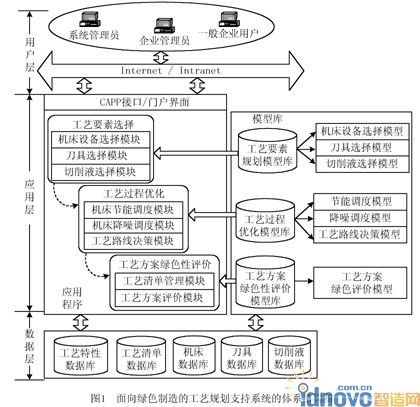
面向绿色制造的工艺规划支持系统的体系结构(如图1)包括:
(1)数据层 由各种绿色工艺数据库构成,主要包括工艺绿色特性数据库、工艺清单数据库、机床数据库、刀具数据库和切削液数据库等。数据层给应用层提供了各种必要的绿色特性数据。
(2)应用层 主要由模型库、应用程序及CAPP集成接口/门户界面3部分组成。模型库包括工艺要素规划模型库、工艺过程优化模型库和工艺方案绿色性评价模型库,各个模型库由实现不同功能的子模型组成;应用程序根据不同的决策需求,调用相应的子模型进行绿色性分析和评价;CAPP集成接口/门户界面主要是为用户获取原始的工艺规划信息(即未经绿色性评价的工艺)提供两种可供选择的方式。其中,CAPP集成接口主要针对实施了CAPP的企业,获取其CAPP的工艺规划信息,并按照一定的规则转换成系统可以识别的数据;门户界面的主要作用是为用户提供一个工艺信息输入的界面,通过人工输入获取原始工艺规划信息。
(3)用户层 该层中的用户分为系统管理员、企业管理员和一般企业用户3种类型。系统管理员有系统的最高权限,包括授权新企业管理用户、删除或修改已授权企业管理用户的基本信息和模块使用权限;企业管理员在注册并经过系统管理员授权后,可以添加新的一般企业用户,以及对企业基本信息进行修改;一般企业用户在经企业管理员授权后,可以对授权模块或功能进行操作。
2 面向绿色制造的工艺规划支持系统的工作流程
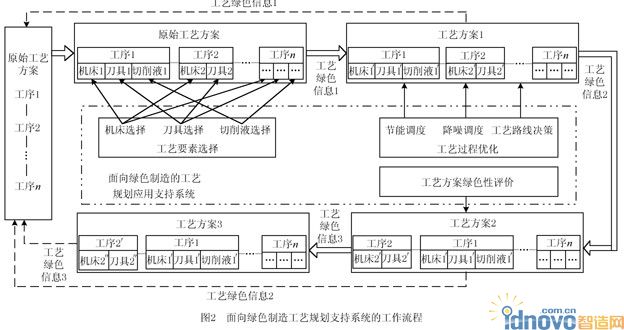
面向绿色制造的工艺规划支持系统的工作流程如图2所示。该系统包括两种工作流程:①系统的每个功能模块可以单独对原始工艺方案进行优化,工艺人员根据优化后的绿色性信息,直接对原始工艺方案进行修改,图2中用虚线箭头表示。这种工作流程简单方便,但只是针对工艺方案单个方面的绿色性进行优化。②经过系统中每个功能模块的优化后,得到最终的绿色工艺方案,即图2中的工艺方案3。第二种模式在图2中用双箭头表示,其具体的工作过程分为以下3个步骤:
步骤1 原始工艺方案经过工艺要素选择模块的优化后,可以得到工艺绿色信息1。该信息包括每道工序的加工要素,即机床、刀具以及切削液的绿色性评价信息(如果该道工序不包含机床、刀具和切削液,则不对其工艺要素进行优化)。工艺人员根据该工艺要素的绿色性评价信息,从中选取绿色性较好的工艺要素,对原始工艺方案进行修改,可以得到新的工艺方案1。从工艺方案1中可以看到,每道加工工序中的机床、刀具和切削液与原始的工艺方案不同。
步骤2 工艺方案1经过工艺过程优化模块的评价后,可以得到工艺绿色信息2。该信息包括对工艺路线的绿色评价信息、零件在机床上加工的能量最小化信息和零件在加工车间中噪声最小化信息。与工艺绿色性信息1的处理方法一样,工艺方案1经过工艺人员的修改,可以得到工艺方案2。从工艺方案2中可以看到,工序2和工序1进行了顺序的改变,因为经过工艺路线评价后,发现工序2和工序1的加工顺序可以交换[6],并且交换后的工艺方案具有更好的绿色性。
步骤3 工艺方案2经过工艺方案绿色性评价模块的优化后,可以得到工艺绿色信息3。该信息是能够反映出整个工艺规划中绿色性最差的工序,即工艺规划中的绿色性的瓶颈工序。工艺人员可以根据上述信息,对该道工序进行重点改进,以有效提高整条工艺规划的绿色性。从图2中可以看出,经过工艺绿色性评价模块后[7],发现工艺方案2中的工序2是整条工艺路线中绿色性最差的工序,于是工艺人员对其进行了重点改进,采用工序2′替代原来的工序。最终得到的工艺方案3是进行了绿色性优化评价后的工艺方案,与原始工艺规划相比,具有较好的工艺绿色性。
3 面向绿色制造的工艺规划支持系统的开发
面向绿色制造的工艺规划支持系统采用了基于Web的浏览器/服务器(Browser/Server,B/S)软件体系结构。服务器端包括工艺要素选择、工艺过程优化和工艺方案绿色性评价等多个应用程序和模型库,以及各种绿色工艺数据库。该软件可以支持多个企业应用,企业注册并通过认证后,可以成为该系统的用户。用户首先从浏览器登录到支持系统,在数据库的支持下,通过操作应用程序,调用模型库中的模型,完成整个工艺规划的绿色性评价。数据库的建立采用SQL Server 2000技术,模型库的构建是将完成一个功能的模型封装成一个JavaBean,应用程序通过调用不同模型的接口来实现不同的应用功能。各个功能模块应用程序的开发采用JSP语言完成。
3.1 绿色工艺数据库的构建
绿色工艺数据库是面向绿色制造的工艺规划支持系统的基础。该数据库的特点是根据面向绿色制造工艺规划的目标,在加工时间、加工质量和加工成本的基础上,加入了工艺规划中资源消耗和环境影响的相关数据。该系统的绿色工艺数据库主要包括工艺方法数据库、机床数据库、刀具数据库和切削液数据库等4个主要的数据库。
工艺方法数据库又分为工艺特性数据库和工艺清单数据库。工艺特性数据库主要提供工艺方法的资源环境特性分析报告;工艺清单数据库则提供工艺清单分析表格,表格中包括评价工艺方法绿色特性的各类指标及相关的量化方法[7]。因为工艺方法的种类很多,对所有的工艺方法都进行研究是不切实际的,所以工艺方法数据库的建立是根据现行的行业标准(JB/T5992-92),将制造工艺分为铸造、压力加工、焊接、切削加工、特种加工、热处理、覆盖层、装配与包装以及其他等9大类,分别从每个大类的工艺中,选取典型的工艺方法进行研究。例如,从切削加工工艺中选择滚齿加工工艺,从资源消耗、环境污染和职业健康与安全方面进行分析,建立起该工艺的资源环境特性分析报告;同时,针对滚齿加工中的各种资源环境影响,主要包括加工齿轮原材料的消耗,滚刀、切削液、工装等辅助原材料消耗,电能等能量消耗,油雾、刺激性气味、粉尘等大气污染,切削废液、机床漏油等水污染,铁屑等废弃物污染,以及噪声、操作安全性等职业健康危害7个方面,建立滚齿加工工艺的工艺清单分析表。
机床数据库主要针对切削加工机床。参照我国机械工程手册的标准,根据机床加工方式、加工对象或主要用途对机床进行分类,同时考虑工艺方法数据库中的工艺方法,从分类的机床中选出具有典型性的机床进行研究。机床数据库提供了机床的尺寸参数、动力参数等基本参数,以及机床的辅助加工时间、机床的精度等级、切屑回收情况、切削烟雾的处理、操作的安全性等绿色特性参数。例如,滚齿加工机床的数据库字段中,除了提供滚齿机的型号、最大加工模数、最大加工转速、最大装刀直径和长度以及功率等数据外,还增加了切屑回收情况、烟雾处理情况和操作安全性等绿色特性方面的数据字段。
刀具数据库包括不同用途、不同材料的刀具基本参数以及绿色特性分析的相关数据。根据刀具的用途和加工方法可以将刀具分为8大类,根据每类刀具常用材料的不同进行研究。刀具数据库提供的绿色特性分析指标包括刀具的主要几何参数、加工精度、刀具成本和刀具磨损量等。以滚刀为例,刀具数据库中包括滚刀的名称、模数、加工精度、压力角、刀具头数、可回收处理性和刀具材料的毒性等方面的数据。
切削液在使用过程中对环境产生的影响较大,根据加工方法和加工材料的不同,将切削液分为润滑性不强和润滑性较好的化学合成液、普通乳化液、极压乳化液、普通切削油、煤油、含硫和含氯的极压切削油或植物油和矿物油的复合油,以及含硫氯和氯磷或硫氯磷的极压切削油等7类。切削液数据库的建立,是从各类切削液中选取具有代表性的切削液进行研究,并按照油基切削液和水基切削液分别进行构建。根据两种类型切削液的性能参数的不同,油基切削液表中包括切削液名称、粘度、闪点、腐蚀性、适用材质、适用工艺、性能和毒性等方面的数据,水基切削液表中则提供切削液名称、稀释液类型、PH(10%)、防锈性能、适用材质、适用工艺、性能和毒性等方面的数据。
3.2 绿色工艺模型库的构建
模型库的设计是基于工艺规划中的工艺要素、工艺过程和工艺方案3个层次,将面向绿色制造的工艺规划分解为局部的工艺要素规划、全局的工艺过程优化和工艺方案绿色性评价,建立起相应的评价模型,从而达到对整个工艺规划进行评价的目的。
(1)工艺要素规划模型库 工艺要素规划是指机械加工工艺过程中所涉及的机床设备、刀具、切削液、夹具和量具等的优化选择[2]。在各个工艺要素中,相比较而言,夹具和量具的选择对加工过程中的绿色特性的影响较小,因此,工艺要素规划模型库的构建主要包括机床设备、刀具和切削液模型[8~10]。
(2)工艺过程优化模型库 工艺过程优化即对零件加工过程的绿色特性进行优化决策。在机械加工过程中,通常会产生大量的能量消耗,对整个加工车间的环境产生影响,特别是噪声的污染。工艺过程优化模型库的构建主要从两方面进行考虑,一方面是对工艺路线进行优化的模型;另一方面是以减少加工中的能耗和噪声污染为目标,进行车间作业的优化调度的模型[6,7,11]。
(3)工艺方案绿色性评价模型库 工艺方案绿色性评价模块库的构建,主要是根据工艺清单数据库提供的工艺清单分析表进行工艺数据的采集,通过工艺方案绿色性评价模型来完成对工艺方案的评价。该模型主要是对整个工艺方案的环境影响进行全局评价[7]。
文献[6~11]分别建立了各种数学模型。该模型主要采用Java语言,对数学模型进行计算机处理,并按照上述的模型库结构和功能,实现模型库的构建。
3.3 与CAPP的集成
实现面向绿色制造的工艺规划支持系统与CAPP的集成,一方面可以简化工艺人员使用系统时对相关工艺数据信息的输入操作,另一方面也可以使得CAPP产生的工艺规划具有较好的绿色特性。
面向绿色制造的工艺规划支持系统与CAPP的集成,主要解决如何从CAPP中读取零件工艺规程信息,转换为支持系统所能识别的数据格式,并进行数据处理。对于CAPP输出的工艺信息,其输出格式要求符合企业自身的标准。然而各个企业之间的工艺数据不存在一个统一的标准,因此对CAPP输出的工艺信息目前也不存在一个成熟的标准输出格式。为了能够实现支持系统与CAPP的集成,在数据的处理格式上,采用了可扩展标记语言(eXtensible Marking Language,XML)。XML最大的特点在于能够实现异构系统之间的相互通讯,恰好解决了目前CAPP输出格式的不确定所带来的集成问题,能够实现支持系统与任何输出格式的CAPP的良好集成。
支持系统与CAPP集成的具体技术实现涉及到两方面的问题:
(1)对于CAPP端的处理 由于不同企业有其自身企业标准和实际需求,目前大多数企业实施CAPP都需要根据企业的实际情况进行个性化的定制开发。所以支持系统在与某个企业的CAPP进行集成时,也需要针对不同企业,对其CAPP进行一定的二次开发,开发相应的输出接口,或者是CAPP在实施过程中,企业要求CAPP的开发商提供工艺信息接口,从而保证集成时可以获取相应的工艺信息,然后将获得的工艺信息封装为XML格式的形式,发送到网络并进行传输。
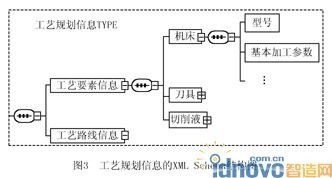
(2)支持系统的集成处理问题 支持系统通过网络获取到从CAPP端发送的XML格式的文件后,解析出工艺信息,进入支持系统,实现其与CAPP集成的目的。工艺规划信息的XML Schema结构图如图3所示。
4 应用案例
某机床厂是我国专业制造机床用圆柱齿轮的企业,该厂通过Intenet注册成为该系统的用户后,相关的工艺人员便可使用该系统,辅助进行齿轮加工的工艺规划绿色性评价。零件YKA3120A-031301是该厂需要进行加工的某齿轮零件(以下出现的编号均为该厂各种设备的编号),工艺人员通过面向绿色制造的工艺规划支持系统,对该零件的工艺规程进行了绿色性评价。该零件的初始工艺路线为:①粗车削→②钻削→③调质→④精车削→⑤滚齿→⑥钳加工→⑦剃齿→⑧铰车孔→⑨拉削→⑩钳加工→磨削→珩齿。整个工艺规划的绿色性评价过程如图4所示。
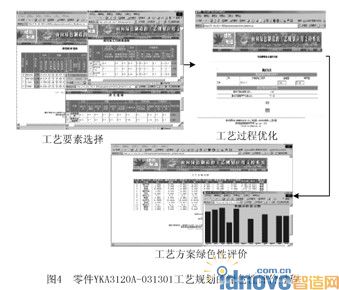
通过工艺要素选择模块,得到关于工序5滚齿加工(工序5要涉及到3个方面的工艺要素决策,具有代表性)的工艺要素绿色信息:工艺5可以考虑在机床YKX3132或YKB3120A上加工,选用涂层高速钢刀具,以及型号为ECOCUT HFN 5LE的切削液。通过工艺过程优化模块中的能耗和噪声调度功能可知,工艺5安排在机床YKX3120上加工的车间能耗和噪声达到综合最优;在满足工艺要求和该厂生产实际的情况下,由于该齿轮的加工路线对该厂来说是惟一确定的,不需要通过工艺路线优化的功能。经过上述工艺要素和工艺过程优化后,进入到工艺方案绿色性评价的功能,通过该功能的评价得知,整条工艺方案的绿色性评分值为5.56(系统的评价结果是通过10分制的形式给出),表明该齿轮的制造过程的环境状况一般,其中调质工艺的绿色评分值为7.309,是整个方案中环境影响最差的环节,因此需要改进。
工艺人员根据系统产生的上述各种工艺绿色信息,结合工厂的状况对原始工艺方案进行改进,可得到既符合工厂生产实际,又比原始的工艺具有更好绿色性的工艺方案,指导工厂进行零件加工。
5 结束语
本文研究并开发了一种面向绿色制造的工艺规划支持系统。该系统在模型库和绿色特性数据的支持下,可以对工艺过程中的原材料消耗、辅助材料消耗、能量消耗和环境排放物等进行分析、优化和评价,帮助工艺人员优化和改善产品和零件制造过程的绿色性。系统开发采用了基于Web的B/S 3层软件体系结构,该软件目前已获得国家软件著作权登记证书(登记号:2003SR9386),在某机床厂进行了应用,具有较好的实用性和应用前景。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF