1 影响加工的因素
在电火花成型加工中往往会出现各种影响加工质量的干扰因素,主要有:(1)短路,(2)拉弧,(3)加工参数选取不当,(4)工作液质量的影响,(5)加工安全措施不当。
2 问题的提出及对策
2.1 短路的影响
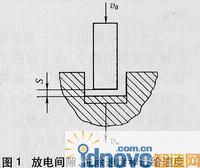
“不接触加工”是电火花加工与普通切削加工的不同之处,如图示1所示。正常电火花加工时工件和工具电极有一放电间隙,工件以Vw的速度不断被蚀出,间隙S将逐渐扩大,必须使电极工具以速度Vd补偿进给以维持所需的放电间隙;如果进给量Vd大于工件的蚀出速度Vw,则间隙S将逐渐变小,此时电蚀产物难以及时排除,从而产生二次放电,使能量消耗在电蚀产物的重熔上,同样会使加工速度降低,加工面烧伤。当间隙值等于零 (S=0)时,则形成短路。虽然短路本身既不产生材料蚀出,也不损伤电极,但在短路处造成了一个热点,而在短路数次后,自动调节系统使工具电极在回退消除短路时又很容易引发“拉弧”。为此,在电火花加工过程中,尤其在由粗―中―精转换加工规准之后,要维持一定的放电间隙,必须重新调节主轴进给量旋钮才能达到稳定进给的加工状态,即使在同一规准下,当加工面积或加工深度有了较大的变化时,也应重新调节进给旋钮,以防出现不稳定加工状态和短路现象。

2.2 拉弧的影响
拉弧现象在电火花加工中常常发生,一旦出现,它将直接影响到加工的稳定性,降低其加工速度和加工质量。在实际加工中,为确保加工质量,防止拉弧,我们往往则采取:(1)在加工小面积工件时,由于它的局部电蚀产物浓度过高,放电后的余热未及时传播扩散,一般取较小的峰值电流,其电流密度可维持在 3-5A/cm2范围内。(2)在加工较大面积工件时,尤其是在加工细长型腔,形状复杂的工件时,往往通过提高抬刀运动或增加冲液压力来防止和降低拉弧现象。(3)为保证制件的加工工艺和加工精度,在粗加工时,脉冲宽度ti与脉冲间隔t0之比应在10:1-2:1范围内选取;精加工时脉冲宽度ti与脉冲间隔t0之比应取在1:1-1:10间,从而有利于提高排屑能力,防止二次放电和拉弧的产生。
2.3 加工参数选取不当
影响电火花加工表面质量的因素除了拉弧和短路外,加工参数的匹配不当也是影响加工表面质量的一个重要因素。加工参数分为“离线参数”和“在线参数”。
2.3.1 离线参数的影响
离线参数包括极性、峰值电压等,这类参数通常在加工前则预先安排好了,在加工中基本不改变。但是,在特定的条件下,它们在加工中也是需要改变的。当加工件的加工面积由小变大,型腔由浅变深时,放电过程中的干扰性也随之增大,若仍然采用预先设置好的加工电流,则必将影响到加工表面质量,严重时将可能烧伤加工表面,所以在加工起始阶段一般选用小于预定规准的放电电流可以使过渡过程比较平稳,待加工稳定约1分钟左右后,再把放电电流调到预先的设定值,从而保证放电加工的正常进行。
2.3.2 在线参数的影响
在线参数包括脉间、进给速度、放电间隙、伺服抬刀运动和冲液流量等,它们在加工中根据加工件的工艺要求和加工精度的不同来设置。下面讨论主要的在线参数:
(1)脉冲间隔t0
在实际加工中,当脉冲间隔t0减小时,工件蚀除速度Vw增加很快,电极相对损耗比值p也相应减小,但是若间隙值t0过小时必将引起拉弧,为此,操作人员只有在保证稳定的放电加工、不产生拉弧的条件下,原则上尽量选择较小的脉间值t0,以获得较高的生产率,但要注意的一点,在初始阶段,脉间的选取应稍偏大些以利于排屑,从而保证工件的加工质量。
(2)放电间隙
在电火花加工过程中,工具和工件之间有一定放电间隙S,(亦称端面间隙SF),粗加工中,操作人员凭借丰富的实践经验,在保证“低损耗,高生产率”的前提下,放电间隙将取较大值,这样一来,在加工中较安全,最大程度降低了出现小间隙、电极损耗大的现象,从而减少了短路和拉弧现象发生。但也不能将放电间隙过于增大,否则,两极间液体不能被击穿,脉冲利用率低,放电通道上的能量传递到工件上的能量明显下降,放电不充分,金属蚀出量不足,影响正常的放电加工。例如,加工复杂形状的工件时,间隙若过大,棱角部分电场不均的影响将愈明显。而在精加工中,为了提高加工精度,则应采用小规准参数加工,以便缩小放电间隙,这样,不但可以提高仿形精度,而且小间隙加工时可能产生的间隙变化量也小。由于在实际加工中,放电间隙是瞬息变化的,它是随加工面积和形状复杂程度的变化随之改变的。为此,为确保成型面的加工质量,在加工中,应根据制件加工精度的不同对加工参数作适当调整,以获得稳定的加工间隙。
(3)冲液流量地有效控制
冲油、抽油是电火花加工中有效排除极间电蚀的主要手段,一般在加工细长型腔盲孔时往往采用冲油循环其效果好于抽油,它主要是将清洁的工作液强迫冲人放电间隙,使工作液同电蚀产物一起从电极侧面间隙排除,但是在实际加工中,冲液流量压力不是一成不变的,它应根据工件几何形状的不同以及加工深度和加工面积的而作相应调节。我们知道在电火花实际加工中,尤其在精加工中电极损耗的一个重要原因是随冲液流量(压力)的增加而增大,当加工深型盲孔或加工面积增大时,当增大冲油压力,虽然能提高间隙的排屑力度,但此时电极表面的冲刷力也在增加,反而使电蚀产物不容易反粘到电极表面从而更加增大了电极的损耗程度,同时,在放电加工中,由于游离碳的浓度也随冲油流量地增大而降低,影响了黑膜生成且流场不均,加上电极局部冲刷和反粘使其电极工作部位黑膜厚度不同,严重影响了加工精度。因此,在加工深型细长盲孔时,冲油压力的大小应适其加工精度和具体加工情况而定,不能一味地增加冲液压力。所以,只要能使加工稳定进行,保证必要的排屑,加工人员应适其实际加工情况,随时调整冲油压力。例如在加工通孔时,在电极快速穿透工件时,冲油压力应降低。但当在高频精加工时,因间隙小,排屑困难,此时反而应增大冲油压力。
(4)合理调整伺服抬刀运动
在电火花加工中,常常根据加工件面积大小的改变和加工精度的要求对工具电极定期地自动抬起,或通过改变定期抬刀比来增大排屑力度以及增大脉冲停歇时间,以降低加工时的平均电流,限制电蚀产物浓度过大而达到充分的改善排屑条件。当然,我们知道,在电火花加工中,抬刀就意味着时间的损失,所以,只有在正常冲液不够时,容易出现拉弧现象时方能考虑抬刀,并且要尽量缩小电极上抬和加工的时间比,在加工中根据加工工艺要求,适其具体情况对抬刀比进行调整,以确保加工质量,从而提高生产率。
2.4 工作液质量的影响
在放电加工中,工作液要保持循环畅通,减小液内杂质(金属蚀出物、汽泡、碳粒等)堆积,若液内杂质增多,排屑不利,引起烧伤、短路,消电离不够,形成二次放电,从而影响加工表面质量。
2.5 加工安全措施不当
在电火花加工中,工作液面一定要高于工件和电极一定距离,一般约为30~100mm,因为电火花加工直接利用电能,且工具电极等裸露部分有 100V~300V的高电压,加上煤油长时间脉冲放电,煤油在瞬时局部高温下会分解出氢气、乙炔、乙烯、甲烷和少量的一氧化碳及油雾烟气,遇明火很容易燃烧引起火灾。所以,在实际加工中,绝不允许以下现象发生:
(1)加工液面低于工件(2)电极和喷油嘴相碰引起火花放电 (3)电极和主轴联接不牢固时意外脱落引起火花放电(4)加工中电极的某一部分和夹具间产生意外放电。(5)绝缘外壳意外破裂造成导线和工件夹具间的火花放电。
另外,由于高频脉冲电源工作时向周围发射一定强度的高频电磁波,当人体离得太近或受辐射时间过长时,会影响身体健康;而工作液煤油在常温下也会蒸发,挥发出煤油蒸气,含有烷烃、芳烃、环烃和少量有机成分,它们是有毒气体,长期大量吸入人体会影响人的身体健康,为此,操作人员必须保持室内的空气流动。同时,操作人员必须站在耐压20KV以上的绝缘板上进行工作,加工过程中不得碰触电极,要经常保持机床的清洁,防止受潮,保持机床的绝缘强度,保持油路畅通,保证稳定的放电加工,以达到满意的加工效果。
下面是电火花加工中的相关实验数据,说明电火花加工中干扰因素对成型面加工质量和工艺效果的影响:
实验条件:
实验设备:E46PM电火花成型机床1台;
实验电极:紫铜电极,ψ5mm;
实验样板:A3钢板,厚10mm,经淬火处理;
加工方法:短脉冲正极精加工;
脉冲电源:单向脉冲电源;
工作液: 电火花机床专用工作煤油;
加工制件:成型工件孔直径 ψ=5mm 孔深H=1.5mm;
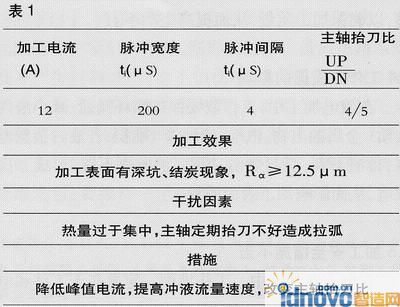
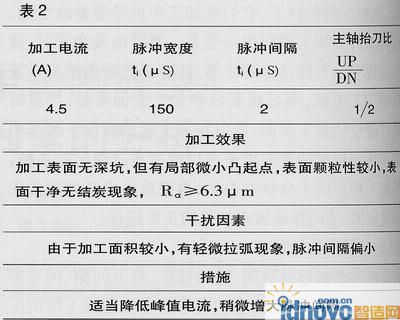
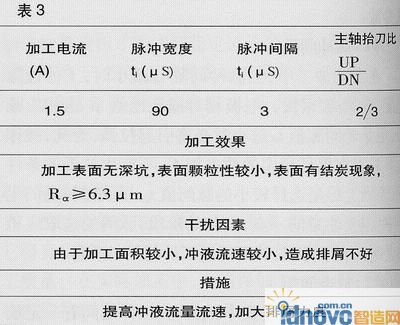
从上述表1―表3中可看出:电火花加工中影响成型面加工质量的因素很多,且它们又是相互制约的。这些实验数据表明了在电火花实际加工中,加工参数的合理选取与否将直接影响到工件的各项工艺指标和放电的稳定进行。
3 结论
对电火花加工中多种干扰因素的认识和研究,是能否实现安全稳定的放电加工,提高制件表面质量和加工精度的重要保证,因此,对于从事电火花加工的工程技术人员必须引起高度的重视。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF