目前,大型电站汽轮机高中压主汽阀阀体、汽缸体等设备材质多为铸钢件,由于铸钢件壁较厚、铸造性能差,内部经常有沙包、缩孔等,在工作应力和热应力的作用下,上述缺陷区会产生更为严重的裂纹缺陷,直接影响设备寿命,并严重影响机组的安全运行。
为此,研究并分析铸钢件材料的特性,合理选择补焊材料及补焊工艺已成为铸钢件缺陷补焊的必要条件。
1.汽轮机铸钢件材料特性及结构特点
1.1 汽轮机铸钢件材料特性
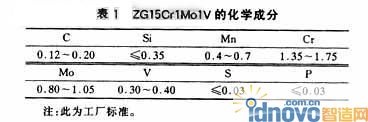
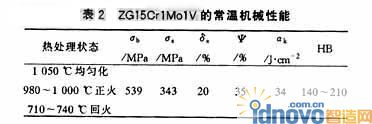
汽轮机铸钢件一般于高温高压下工作。选用材料为珠光体耐热钢,常用的钢号有ZG15Cr1Mo1V等。ZG15Cr1Mo1V是一种综合性能较好的珠光体热强铸钢,可在570 ℃长期工作。但该钢的铸造性能较差,容易产生裂纹,并且该钢对热处理的冷却速度也相当敏感,容易在铸钢件中造成组织与性能不均匀。表1为ZG15Cr1Mo1V的化学成分,表2为ZG15Cr1Mo1V的机械性能。
1.2 结构特点
汽轮机铸钢件主要是汽缸体、高中压主汽阀阀体等,均属封闭式或半封闭式回转壳体,壳体的直径、截面积、外形的变化都很大,铸钢件的壁较厚且壁厚变化也大。
2.补焊焊缝化学成分计算
2.1 过渡系数
焊条熔化后进入焊缝金属里的合金数量取决于焊条熔敷金属和焊接熔渣的相互作用。随着焊接条件的不同,合金元素氧化、蒸发、飞溅等损失也各不相同,亦即每种合金元素在焊接时过渡到焊缝中去的系数不同。焊接时合金元素的过渡系数μ:
μ=(C填/C焊条)×100% (1)
式中C填——某合金元素在填充金属里的含量;
C焊条——某合金元素在焊条中的含量。
另外,焊缝由母材和填充金属按一定比例组成,焊缝中某合金元素的含量可以通过式(2)计算:

式中C母材——某合金元素在母材中的含量;
θ——母材在焊缝中所占体积的比例,%。
设与母材熔合在一起的焊缝称底层焊缝,其熔合比θ1=0.3;为便于估算,其它堆敷层的焊缝金属的熔合比θ2=0。即假设不与母材相熔合的堆焊层焊缝不受母材的稀释作用,这种假设只是使计算简便一些。一般情况下堆焊金属达第3层时,它的熔合比θ3在0.05以下。因此,这样的假设,对问题的分析和讨论不会有很大影响。
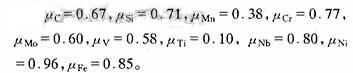
当焊缝是钛钙型药皮时,各种合金元素的过渡系数数值如下:
2.2 不同补焊焊缝化学成分计算
ZG15Cr1Mo1V钢采用ENiCrFe-3焊条和奥氏体不锈钢焊条E2-26-21-16(A402)、E0-19-10Nb-16(A132)分别补焊后的底层焊缝和其它堆焊层焊缝的化学成分计算结果见表3~表5。
2.3 不同补焊焊缝组织分析
2.3.1 用ENiCrFe-3焊条(镍基)补焊ZG15Cr1Mo1V钢
焊后所得到的补焊金属中底层焊缝含Ni≥39.65%,Ni Fe≥71.59%,属于铁基合金;其它堆焊层含Ni≥56.64%,含Fe较少,只有8.5%,属于镍基合金。所有补焊焊缝(包括底层和堆焊层)均为奥氏体相的铁基合金和镍基合金组织。
补焊焊缝为奥氏体相的铁基合金和镍基合金组织有很大的优越性,主要体现在以下几个方面。
a. 镍基焊缝的成分允许变化范围较大,减轻了因焊接规范不同影响焊缝稀释率,从而对焊缝成分带来的影响。
b. 镍基焊缝对氢不敏感,氢的溶解度大,克服氢对母材的有害作用十分明显。
c. 镍基焊缝的热膨胀系数更接近于母材,从而在补焊及运行过程中引起的残余应力和附加热应力均小得多。
d. 镍基焊缝组织可以抑制母材中的碳扩散问题,减轻了由于碳扩散带来的不良后果。
2.3.2 用A402焊条补焊ZG15Cr1Mo1V
焊后所得的补焊金属中底层焊缝成分的铬、镍当量为:
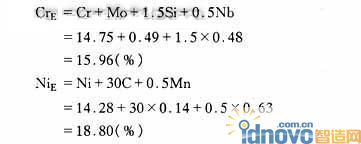



其它堆焊层成分的铬、镍当量为:

从舍弗勒(Schaeffler)组织图可知,该时底层焊缝和其它堆焊层焊缝均为奥氏体形成元素储备量很多的单相奥氏体组织,见图1。
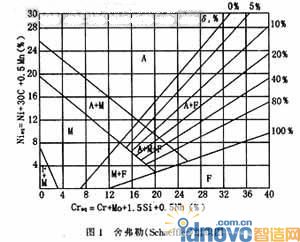
但是,单相奥氏体组织焊缝在补焊及运行过程中存在一些问题急待解决。
a. 由于奥氏体焊缝金属的线膨胀系数比ZG15Cr1Mo1V高约1.4~1.6倍,在补焊的热循环作用下,焊缝的膨胀、收缩受到铸钢件拘束度大的限制,必然在焊缝和母材的交界处造成较大的应力状态。运行过程中,由于温度变化以及启停的热循环作用,在接头的界面将产生附加热应力,随着这种热循环次数的增加,热应力变化将引起接头的热疲劳破坏。
b. 奥氏体焊缝与母材之间的碳扩散问题,导致在近缝区母材侧出现脱碳层。
c. 奥氏体焊缝金属σ相析出脆化问题,在奥氏体晶粒的边界形成析出物,使奥氏体焊缝的韧性下降。
2.3.3 用A132焊条补焊ZG15Cr1Mo1V
焊后所得的补焊金属中底层焊缝成分的铬、镍当量为:

从舍弗勒组织图可见,底层焊缝金属的组织应该是马氏体加奥氏体;而其它堆焊层金属的组织是奥氏体加马氏体,可能还出现铁素体组织,上述组织是补焊焊缝所不愿得到的,因此一般不采用。
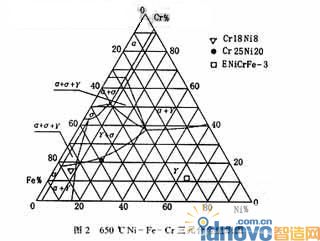
2.4 Ni-Fe-Cr三元合金状态图分析
另外,也可从Ni-Fe-Cr三元合金状态图分析,得到同样的结论。图2为650 ℃时的Ni-Fe-Cr三元合金组织状态图。由图可见,许多奥氏体钢焊接材料已很接近α γ两相和σ相析出的区域;而镍基焊材焊接时需要大量的Fe稀释才能使焊缝化学成分移入σ相析出的区域。
3. 结论
a. ZG15Cr1Mo1V补焊时,不能选用铬、镍含量较低的18-8型奥氏体耐热不锈钢焊条,补焊金属会有马氏体组织出现。
b. 选用铬、镍含量较高的奥氏体耐热不锈钢焊条,例如A402焊条,补焊金属可以得到单相的奥氏体焊缝组织,但由于存在焊缝与母材之间的碳扩散、奥氏体焊缝金属σ相析出脆化、焊接残余应力和运行过程中的附加热应力等问题,补焊区域产生裂纹缺陷的机率增大。
c. 选用镍基焊材(ENiCrFe-3)补焊ZG15Cr1Mo1V,允许在较大的范围内选择化学成分,补焊金属均能获得奥氏体相的铁基合金和镍基合金。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF