引言
切削用量对切削力、功率消耗、刀具磨损、刀具耐用度、加工精度和表面质量等均有明显的影响。选择和确定切削参数的传统方法是从工艺手册提供的经验表格中选取,但这些表格比较零散,必须凭一定经验才能确定。据报道,在美国和欧洲使用工艺手册中的加工参数比优化的参数加工时间长40%。
切削用量优化多见的是采用单目标优化方法,这有着很多不足之处。计算机在切削加工中的应用日益增多,可以利用计算机方便、迅速、有效地对切削用量进行优化设计,建立合理有效的计算模型和系统。首先,根据具体要求,确定切削用量的最优目标,并建立起相应的目标函数;其次,再充分考虑到生产中的各项约束条件,建立起优化数学模型;然后,采用相应的优化方法,借助于计算机进行优化运算,得到的结果就是满足约束条件的目标函数的最优方案,即在具体生产条件下满足加工要求的最佳的切削用量数值。另一方面,要实现CAPP,就必须实现切削参数的自动确定。因此需要找出各种影响因素的内在联系,并建立合理可行的计算机辅助切削用量模型和系统。
1 当前切削用里模型的分析与比较
基于特定目标函数的切削用量模型的数学模型由两个模块组成,一个是目标函数公式,另一个是约束条件公式。目标函数的选择是根据公司的具体需要决定的,该模型采用了的优化算法是将模拟退火算法SA和模式搜索法PS结合,称为SA/PS算法。基于人工神经网络的智能系统,通过训练,将学习样本中的信息以连接权矩阵的方式存储起来,从而使得网络在接受输人时,可以得到适当的输出,具有自学习功能、适合处理非线性和半结构化问题,可以有效地解决切削用量的优化控制问题。采用目前使用最广泛的BP网络实现切削用量选择系统的建模。近几年来,对资源、环境问题的关注反映到制造业的研究上。国内外都对绿色制造做了大量的研究,并提出了绿色制造的决策框架模型。
经过分析,得出:①基于特定目标函数的切削用量模型的开发目标是使其成为在各种类型机械加工中使用的通用模型,此模型更适用于产品多样化的企业或大型企业;②采用BP切削用量模型存在规模大,学习速度很慢,训练时间长、容易陷人局部最小解、定位精度较低等缺点;③由于绿色制造的切削用量模型选择以减少消耗资源和污染环境为最终目标,所以在选择参数时,其生产效率和成本可能不是最优的。该模型更适用于对环境污染较大的金属切削加工,然而,对于环境污染较小的金属切削加工,此模型选出的切削参数可能无法使生产效率最高或生产成本最低。
2 基于经验的切削用量模型
中小企业的目标函数要求不高,可以基于经验和实际生产情况建立一个相对简单的切削用量模型。本系统采用的数据模型是铁道部部颁标准结合工厂的经验和实际生产情况总结而成的。其实践性和经验性很强。
2.1系统的数学模型
为了实现单位产品成本的最优化,代表实际生产状态的约束条件必须考虑。当选定的切削条件能够保证评价标准时,就把这一组切削条件作为这个评价标准的最佳条件。粗加工中机床主运动电机功率,刀具的磨损是约束条件;而精加工工件的尺寸、形状准确度,加工表面粗糙度或者表面质量是主要约束条件。本系统模型约束条件的建立,将各个影响因素以系数的形式表示出来。本文以车膛削加工为例,阐述如下:
(1)切削深度的影响因素包括表面粗糙度、机床运动、刀具耐用度、工艺系统刚度等,在一个简化的模型中,表面粗糙度约束可简化为工序和工步,机床运动约的切削深度选择模型如图1所示。
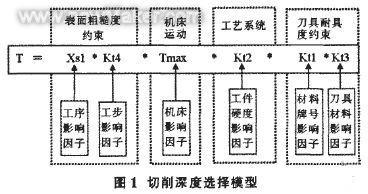
式中: T-切削深度;Xs1-工序影响因子;Tmax-机床类别影响因子;Kt1-材料牌号影响因子Kt2-工件硬度影响因子;Kt3-刀具材料影响因子;Kt4-工步影响因子。
(2)进给量的影响因素包括机床运动、工艺系统刚度、表面粗糙度、主运动率等,在该模型中,机床运动约束可简化为工序、工步和机床,工艺系统刚度约束简化为工件直径和最大长径比,表面粗糙度约束简化为工序,主运动率约束简化为工件长径比和工步,简化后的进给量选择模型如图2所示。
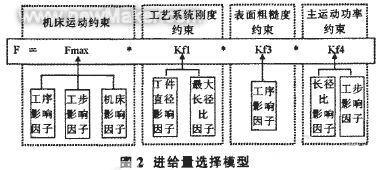
式中:F-进给量;Fmax-工序、工步、机床类别联合影响因子;Kf1-加工直径和最大长径比;Kf3-工步影响因子;Kf4-长径比和工步影响因子。
(3)切削速度的影响因素包括机床运动、表面粗糙度、工艺系统刚度和刀具耐用度等,在该简化模型中,机床运动约束可简化为切削深度和工步,表面粗糙度简化为工序,工艺系统刚度约束简化为工步和直径,刀具耐用度约束简化为材料牌号和刀具材料,简化后的切削速度模型如图3所示。
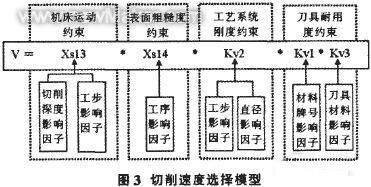
式中:T-切削速度;Xs13-工步和切削深度联合影响因子;Xsl4-工序影响因子;Kvl-材料牌号影响因子;Kv2-工步号和加工直径联合影响因子;Kv3-由刀具材料影响因子。
2.2 数据库模型
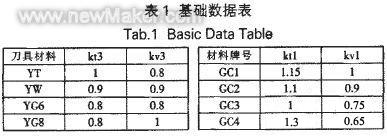
原始数据难以被计算机识别和操作,因此,必须将其进行汇集、存储、综合、推导,从这些原始、杂乱的数据中抽取出新的可作为使用的数据。该切削用量查询系统数据库设计步骤是:先采集基础数据,将采集到的数据进行整理汇总成表,见表1,最后将各个数据表采用关系模型建成数据库。各行业、各企业可以根据经验和生产实际修正各参数,获得企业适用的数据。
3 基于经验的计算机辅助切削用最计算系统
3.1功能
(1)支持网络化设计:可以实现数据在异构分布环境下的交换与共享。满足数据积累与快速复用的要求。
(2)数据维护与数据安全:本系统利用SQL sever作为后端数据库,具有强大的数据维护、数据安全与数据存储功能。
(3)所需的切削用量的检索和计算功能,用户可以根据零件加工的工序、工步、机床、刀具、材料以及一些重要参数检索并计算出对应的机床和刀具所需的合理的切削用量。
(4)该切削用量计算系统既可以单独运行,也可以集成到CAPP系统中,具有很好的独立性和集成性。
3.2 开发环境
本次系统开发采用Windows XP作为开发环境,选择Delphi6.0为开发的宿主语言,开发相应的人机界面,SQLsever 作为信息存储的数据库。前端开发工具用来设计输人和查询界面,用户通过这个界面输入数据,再由前端程序传给后端的数据库引擎将数据存储在数据库。当用户要查询数据时,前端程序将查询命令传给后端的数据库执行,前端程序则等待接受数据结果然后再将结果显示在界面上。
3.3关键技术
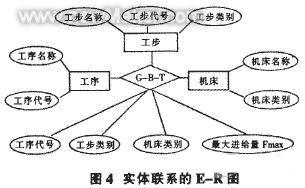
在设计和建立数据库的基表时,最突出的问题就是数据的冗余。以上设计的数据结构基本上可以满足查询的要求,但要查询一个Fmax,必须由工序、工步、机床三个条件来唯一确定。在以上的设计中,工序有70种,工步有386种,机床有35种,因此,如果不进行任何处理的G-D-B关系表中共有70x386x35=945700个记录。
而在现实中每个工序只有对应几个特定的工步,每个工步所使用的机床也是有限的,因此实际存在有用的记录远小于945700个。同时原始数据对机床进行了分类,但这种分类方法并不能满足系统查询的要求。于是根据CAPP的成组技术将加工类型相似的工序合并分为三类,由此得出Fmax选择的三种调用法则。每一个法则定义为数据库中的一个表。在工序的属性中加人调用规则这一属性,而在G-D-B表中去掉工序这一属性。经过对数据库表进行优化处理,在系统查询Fmax时,先由工序代号查出其对应的调用法则,再由调用法则调用相应的表,然后根据机床及工步查询并计算出切削用量。这样,G-D-B的记录数目就减少到630个。其它表的建立可以采用以上类似的方法,减少数据的冗余度,从而更快更好的完成查询。
4 结论
本文通过对基于特殊目标函数的切削用量模型,基于人工神经网络模型和绿色制造模型研究分析发现,在实际中生产中没有一个模型是可以完全实现所有优化目标的,只有根据实际生产和公司要求的不同,建立相应适合产品和企业的优化模型。基于经验的计算机辅助切削用量计算模型和系统是根据生产经验和实际生产数据建立的。该模型使用于污染不严重,产品品种变化不大的中小企业。
该系统易于建立,方便操作,能够继承企业原有的生产经验。同时该系统有友好的界面,强大的查询功能,方便的修改功能等。在己构建的系统中,提供了与CAPP系统集成的接口,使其能够以插件的形式无缝地集成到CAPP系统中。所以该系统既可以单独使用,也可以做到与CAPP系统的无缝集成。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF