2数据处理
目前,数据库处理技术主要有DAO、RDO和ADO技术。由于ADO可更好地用于网络环境.而且使用简单,所以本文采用ADO进行数据操作。首先在一个打开的VisualBasic6.0的工程中.在"可用的引用"列表中选择MicrosoftActiveX DataObjiects2.7Library选项.这样便加入了对ADO的引用,然后用Access建立数据库"数据库.mdb",在数据库中添加表"模型参数库",数据库的Fields(0)对应模型名,Fields(1)、Fields(2)、Fields (3)、Fields(4)分别对应模型的尺寸参数d1、d2、h1、h2…,与应用程序存于同一目录下,然后用VB进行调用。程序略。
3参数化驱动
首先建立SolidWorks连接.打开一个SolidWorks的模型,把零件参数赋给模型参数库。通过数组D(x)与尺寸参数对应起来,利用SolidWorks的API函数进行参数化驱动。程序略。
4获取零件体积特性
在挤压工艺设计过程中,挤压变形前后其体积不变是重要的设计原则。SolidWorks提供的API函数可以随着零件尺寸参数的变化求出其对应的体积.并能根据体积不变原则确定其所需毛坯的尺寸。这对设计者来说减少了大量的体积计算,提高了设计效率和准确性。程序略。
5半轴冷挤压零件工序设计
半轴零件图如图4所示,挤压材料为20号冷拉钢。其挤压件图如图1所示,首先输入挤压件尺寸参数特征,调用材料数据库。

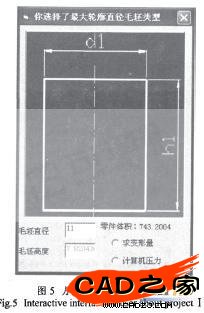
5.1选择方案I
采取与头部直径(Φ11mm)相同的坯料,直接正挤出4mm的杆部。调用SolidWorks的API函数。通过参数驱动绘制三维实体,得到其体积特性(743.2立方毫米)以及毛坯尺寸(Φ11 mmx7.8mmm),如图5所示。对方案I进行工艺规则判断。首先进行变形量计算,如图6所示。程序调用材料数据库得到20钢的许用变形程度为80%,而根据实心件正挤压变形量计算规则得到86.78%。由专家知识判断,此方案超出20钢一次挤压的许用变形程度。故不可以一次正挤压成形。

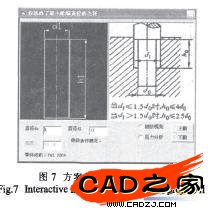
5.2选择方案Ⅱ
取与杆部直径(Φ4mm)相同的金属线材镦制头部。图7为方案二的用户交互界面。通过调用SolidWorks的API函数.进行参数驱动绘制实体,很容易得到其体积特性(743.2立方毫米)以及毛坯尺寸(Φ4mm×59.2mm)。对方案II进行镦挤规则判断,通过【上翻】、【下翻】按钮选择判断规则。软件给出的判断结果是:不满足镦粗要求。实际情况也正是如此。生产中必须对长度为19.14mm,高度与直径比为4.75部分的材料。至少进行3次镦挤,而且质量难以控制。故此方案不应选取。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF