1 概述
青藏铁路格拉段纵贯我国西部青海、西藏两省区,跨越青藏高原,全线平均海拔在4 000 m以上,多年冻土冻胀融沉、严寒、风雪多、日温差大、光照强等自然条件对线路路基及轨道带来诸多不利影响。在青藏线铺设无缝线路,对于提高行车速度、减少线路维修、降低运营成本,实现铁路跨越式发展战略,具有十分重要的意义。
铁道部重大科研项目《青藏线格望段无缝线路试验段———关键技术研究》,在甘泉至玉珠峰间分三段计2318546 km 试铺无缝线路,其中铺设50kgPm 钢轨1611442 km ,铺设60 kgPm 钢轨71710 47 km ,均采用温度应力式区间无缝线路。
现场单元焊和锁定焊国内目前主要采用气压焊和铝热焊两种焊接工艺。铝热焊焊缝强度只是母材的70 %左右,焊接组织为铸造组织,常有铸造缺陷伴随产生且断头率高,不太被行家青睐。气压焊焊缝强度高、断头率低,但在青藏高原特殊的环境(年平均气压是海平面的60 %~70 %、空气中含氧量比海平面减少38~46 % ,焊接质量能否满足TBPT1632 —91《钢轨焊
接接头技术条件》的技术要求,有待于在实践中进一步研究与探讨。
2 传统气压焊机与数控气压焊机性能之比较
移动式气压焊设备主要包括: 压接机(含推凸装置) 、加热器、控制箱、水冷装置、高压电动泵站及辅助配套部分如端磨机、仿型打磨机、管路系统、氧气瓶、乙炔瓶及发电机组等。
2.1 传统气压焊机
传统的气压焊机都是手工操作和控制,每次操作过程(夹紧、摆火、气体流量与配比、压力转换等) 控制工艺参数的准确程度低,参数稳定性差。因而接头质量常常受人为因素的影响,表现出很大的波动性,断头率增高,使无缝线路存在安全隐患,危及行车安全。
2.2 新型数控气压焊机
青藏铁路无缝线路试验段采用国内最新研制的数控气压焊设备,实现了焊接全过程的顺序控制与闭环智能控制。焊接过程中没有人工操作,能够保证焊接工艺的稳定性和一致性,完全消除了人为因素对接头质量的影响。主要特点:
1) 焊接过程的顺序控制与柔性控制:以PLC 为核心,对焊接作业过程进行顺序控制,将高压时间、低压时间、顶锻保压时间等参数输入控制程序,由程序自动实现焊接时间控制与自动转换。根据实际焊轨工况需要,也可采用人工干预方式进行实时调整。
2) 焊接热输入控制:采用焊接参数闭环控制技术,由加热器摆火控制模块、加热气体流量与配比控制模块联合,实现摆火幅度、频率、气流大小、火焰特性等与焊接温度相关的参数的精确控制。
3) 焊接挤压变形控制: 将钢轨气压焊“三段压力法”工艺固化在PLC 控制程序中,采用压力传感器、位移传感器,以闭环控制方式实现焊接压力实时控制、柔性调节与自动转换以及顶锻位移的闭环控制。
4) 具有焊接参数在线检测、记录、存储功能。
3 高海拔下主要焊接工艺的探讨
3.1 氧气、乙炔流量
气压焊的焊接火焰一般是采用氧—乙炔焰或氧—丙烷焰,实际上大都利用氧—乙炔焰焊接。其火焰的外形和构造以及火焰的温度分布,主要是由燃烧比决定的。
燃烧比:β0 = VkPVa ( Vk 为氧气的体积; Va 为乙炔的体积) 。
在内地低海拔地区(海拔高度≤1 000 m) ,气压焊使用的为弱碳化焰,β0 一般为0185~0195。但在青藏线海拔高度> 3 000 m的地区,没有成熟的经验可借鉴,现场气压焊燃烧比的确定以过去内地的经验保证不了焊接质量。为此,我们在海拔高度4 300 m的玉珠峰车站进行了反复试验,取得了第一手资料,燃烧比β0 应控制在0196~111。
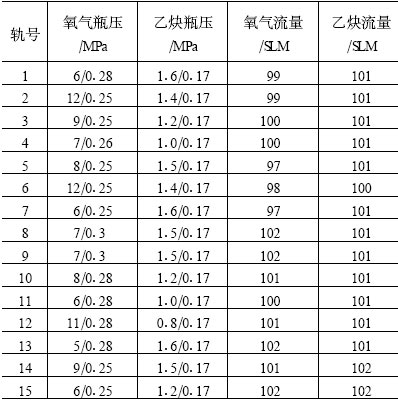
气压焊60 kgPm U71Mn 钢轨15 根通过落锤试验的接头,其焊接时的氧气、乙炔流量记录如表1。
 #p#分页标题#e#
#p#分页标题#e#
3.2 加热器
气压焊加热器各部位火焰的强度,直接影响到焊接质量。断口上出现光斑、未焊透和过烧时,如无其他原因,肯定是相应部位的火焰功率偏低或偏高,需对加热器火孔进行调试。在内地低海拔地区(海拔高度≤1000 m) ,气压焊60 kgPm U71Mn 钢轨使用的加热器火孔图(38 ×2 = 76 孔) 如图1 所示。
图1 60 kgPm 钢轨加热器火孔火焰强度无法满足高原条件下气压焊焊接技术要求。同样,我们在海拔高度4 300 m的玉珠峰车站进行了反复试验、调试,总结了一套适用于高海拔地区的火孔配置图如图2。其火孔数量为39 ×2 = 78 孔。
4 效果
青藏铁路无缝线路试验段现场气压焊所采用的新型焊接工艺,其焊接质量完全满足
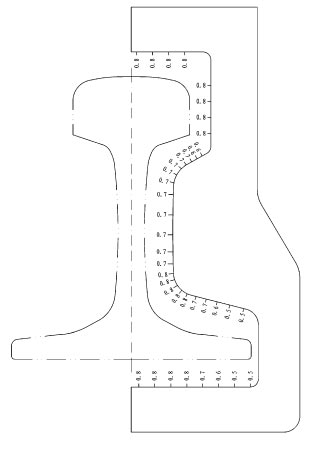
图1 内地60 kgPm钢轨加热器火孔图
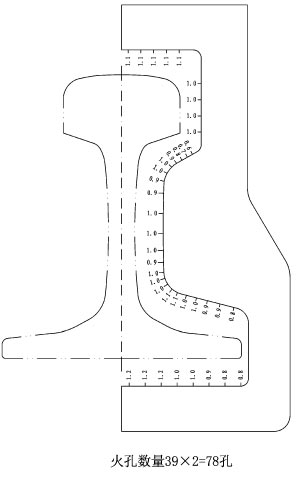
图2 海拔> 3 000 m处加热器火孔图
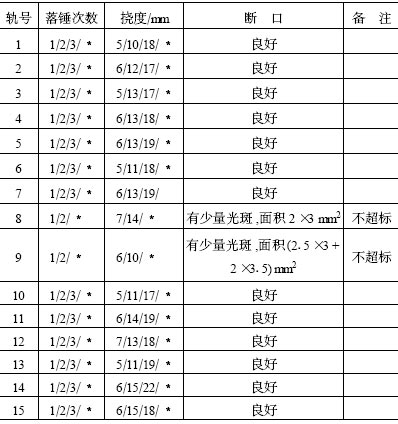
TBPT1632 —91《钢轨焊接接头技术条件》的技术要求, 气压焊60 kgPmU71Mn 钢轨15 根试件落锤试验情况如表2。
5 结束语
青藏铁路无缝线路试验段施工的经验充分证明,气压焊采用先进的数控气压焊设备,排除了人为因素对焊接质量的影响。与此同时,对焊接工艺根据不同的环境、不同的海拔高度进行调整、优化,总结出了一套世界高原铁路现场气压焊经验,为今后高原、高寒特殊环境下无缝线路施工提供了借鉴经验。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF