具有自主知识产权的精密高效卧式加工中心的开发
时间:2011-05-26 08:08:57 来源:未知
当前,汽车工业已经成为中国国民经济发展的重要驱动力之一。汽车工业的发展对金属切削机床的大量需求成为推动机床行业发展的巨大动力,同时,汽车工业对制造装备的要求也越来越高,主要表现在以下几个方面:
- 加强推进高效化。提高机床的动静刚度,通过数控机床高速化、高输出功率扭矩,使其达到甚至超过专用的组合机床的生产效率。
- 确保精度稳定提升。用以满足汽车向运行平稳、噪声低和寿命长等方向发展而对加工精度提出的要求,并有足够的精度储备。通常以过程能力指数Cp来表徵,常取Cp=1.67-2.0,以保证获得稳定的加工精度。近十几年,汽车的一些关键件,如发动机的缸体、缸盖、曲轴、制动器以及模具等在精度要求上有明显的提高。
- 柔性化及信息化。具有调整的灵活性,能满足汽车产品的更新和变型要求,并能方便地融入大批量生产、多机集成控制的制造系统中去。
- 注重结构简约化。贯彻高刚性设计原则,降低故障率和提高可靠性,并有利于节约成本。
μ2000系列卧式加工中心即是我所针对汽车行业对以上几个方面的要求所开发的新产品,其定位精度可达0.008mm,重复定位精度可达0.004mm,称为μ系列卧式加工中心,以体现其高精度、高刚度等性能。
本文从以下六个方面对μ2000系列卧式加工中心的开发及应用进行介绍。
一、μ2000系列卧式加工中心所包括的产品
μ2000系列卧式加工中心包括:μ2000/800H和μ2000/5-630H卧式加工中心两种产品,其中μ2000/800H为带自动交换台的结构型式,而则是五轴联动结构型式,在两种产品中均体现了高效率的设计μ2000/5-630H理念,同时在宜人性和环保方面进行了较多考虑。
表1 机床的主参数
参数范围
μ2000/800H
μ2000/5-630H
工作台面尺寸
800×800mm
Ø630mm
工作台承重
1500kg
650kg
工作行程
1200×1000×900mm
820×1000×900mm
主轴电机最大功率
22/25(15min)kW
22/25(15min)kW
主轴最高转速
8000r/min
8000r/min
快速移动速度
X、Y:48m/min
X、Y:48m/min
Z:36m/min
Z:36m/min
刀柄形式
BT50
HSK A100
换刀时间(刀-刀)
7s
7s
刀库容量
38
38
定位精度/全行程
X、Y、Z:0.008mm
X、Y、Z:0.008mm
重复定位精度
X、Y、Z:0.004mm
X、Y、Z:0.004mm
倾斜角度
-
-20°~+100°
回转轴定位精度
-
10”
二、机床设计目标和主参数的确定#p#分页标题#e#
由于本系列机床具有很强的针对性,特别是针对汽车发动机缸体孔方面的特殊要求,详细确定了机床的设计目标。主要体现在机床的高刚性、高速度方面,从而为机床最后的高精度、高效率提供保障。
机床的主参数如表1所示。
三、总体布局方案及确定
总体设计的原则:(1)要满足开发输入参数的要求,统筹考虑机床的加工精度、加工效率及高速性能;(2)确保机床具有相应的刚度、抗振性、热变形及噪声水平;(3)应用现有技术,减少开发风险,缩短开发周期,最大限度地考虑机床的系列化和部件的通用化程度;(4)注重采用新技术,同时新技术的应用及其风险要尽可能小;(5)便于观察加工过程,便于操作、调整和维修机床,便于输送、装卸工件和排除切屑,注意机床防护,确保安全生产;(6)考虑宜人性和环保要求;(7)巿场前景好,开发及生产成本低。
本系列产品在总体方案阶段主要设计考虑了两种技术方案。方案1为倒T字型结构,整体床身及整体立柱、工作台左右移动,立柱前后移动,主轴箱上下移动。优点:该结构对所正在生产销售的传统卧式加工中心具有借鉴性,如果采取新的设计手段和方法,采用新技术,在规格提升的同时大幅度提高刚性,在主轴及伺服进给、刀库及转台等方面有较大提高,技术相对成熟,可节约设计研发时间。其缺点主要表现在立柱上具有两个直线坐标轴的传动,因而较重,此方向的线性轴在高速移动方面可能会有所牺牲。
图1 μ2000系列卧式加工中心布局结构
方案2为正T字型结构,工作台前后移动,立柱左右移动,主轴箱上下移动。优点:立柱较轻,适合高速移动。其缺点主要是:当选用分度工作台时,该结构只可在前方配置回转式双工位交换工作台,一般双工位交换工作台与主机为一体设计,为必选配置,不能根据用户的要求,灵活选择是否配置;同时对传统产品没有较多借鉴性,设计研发周期相对较长。
根据总体设计原则,方案2虽然较方案1高速性能好,但与现有技术的兼容性差,技术风险相对高,研发周期较长。对于方案1,通过选择高特性伺服电机,可满足对立柱、转台的驱动要求,同时可以实现48m/min 的快速移动。同时,通过减少结合部、非常规布筋等方式增强机床的刚度,可以满足机床的精度要求。因此,方案1能够更好地满足总体设计的原则标准,最终确定按方案1进行机床设计(图1)。

图2 本机床的主轴部件外形图
四、具体结构优化设计
- 高刚性、高速度的主轴部件
- 衡量数控机床水平的高速精密电主轴在中国还主要依赖进口,但我所在电主轴的技术方面一直拥有自主产权。
- 图2的内装式电机主轴单元,由于是零传动的方式,降低了噪声、发热、振动和功率损失,在加工中心的应用上越来越广泛。
- 主轴电机的选择
- 主轴电机功率—扭矩曲线图如图3。
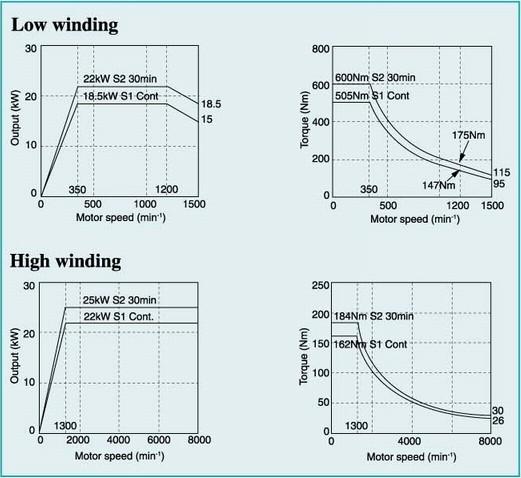
图3 主轴电机功率—扭矩曲线图
- 电机功率22/25kW,具有高速和低速双绕组电机,短时间扭矩可达到600Nm ,允许使用较大刀具迅速通过低转速的切削操作。主轴最高转速可达8000r/min,可实现低速大扭矩和高速切削的功能,在高刚性和高速度方面达到良好的统一。
- 主轴轴承的选择
#p#分页标题#e#
- 采用角接触球轴承与单列圆柱滚子轴承结合的支承方式,可承受径向和轴向力,而单列圆柱滚子轴承的采用,克服了主轴热伸长造成的主轴弯曲变形。
- 主轴的拉刀机构
- 主轴锥柄标准配置为BT50,也可选用HSKA100锥柄。BT50为标准配置,可以满足用户需要通用性刀柄的情况。HSK是国际标准,锥度为1:10,锥面接触的同时端面也接触,它的特点是:拉刀时靠刀柄的弹性变形与主轴锥面过盈配合,接触角为自锁角,这样配合稳定,不易松动,刀柄拉紧后端面紧密接触,使刀具接触刚度好,提高切削刚度,传递大扭矩,提高切削能力和加工精度。由于端面接触,所以与传统主轴不同的是主轴端面和锥孔均有清洁空气吹出,以保证刀具与主轴的配合精度。装刀时刀具肩面与主轴靠上后开始拉刀,拉刀力分解为径向和轴向,故主轴端面处会有一定的过盈。另外,刀柄质量较轻(空心柄),故转动惯量小,离心力小,适于高速运转和高速切削。
- 由于HSK型锥柄要求端面(控制刀具轴向尺寸变形)与锥面(主要是定心作用)同时与主轴贴紧,对主轴锥孔及端面均有较高要求,在设计及制造方面均是一个难题,我所对此难题进行了攻关,并达到了良好的效果,积累了比较成熟的经验。
- 主轴中心内冷却功能及高速回转密封技术
- 主轴中心内冷却功能可满足高速切削、小孔加工和深孔加工时对排屑畅通、及时带走加工热量的要求。本机床主轴单元内冷却最大压力为30bar,高速回转接头使用碳化硅密封表面,确保密封可靠;采用轴承结构,其独特的弹性膜片,能够使其在没有冷却压力时使密封面“脱开”,压力恢复后再恢复闭合状态,其铝制挡油环组件能够将密封渗漏从轴承中导至壳体出口,防止因轴承污染而引起接头故障。
- 主轴的冷却
- 高速加工时,发热是必须首先考虑的问题。
- 本机床前后轴承及内装式电机均采用室温跟踪式恒温油冷却的方式,使冷却液循环通过主轴电机套筒、轴承套筒的循环槽,带走主轴运转时的热量,控制主轴发热,防止主轴及主轴箱热变形引起机床整体精度降低,提高主轴寿命,充分实现电机、轴承、主轴的高性能使用。无论环境温度如何变化,主轴也能够用一致的精度加工工件。设计中采用有限元分析的方法,对主轴的热变形进行了预期的分析和控制。
- 主轴单元的动平衡
- 主轴单元在高速运转时,对动平衡提出了较高的要求,才能保证主轴的高精度。本机床主轴采用两次动平衡,动平衡精度高,最大可能地提高主轴运转平稳性,降低噪声,减小振动。平衡时采用增重的方式,采用螺钉增重,增重准确易操作。
- 主轴单元的实验装置
- 在主轴单元装配完成后,在试验台上进行无负荷实验、温升试验等项目,以保证主轴单元的可靠性。性能良好的主轴单元以单元的型式安装到主轴箱即可。
- 主轴的有限元分析
- 在主轴单元的设计中,除了对主轴轴承及各参数进行详细计算之外,也借助了有限元分析的手段,对主轴的变形量及热变形进行了分析,对主轴悬伸量、主轴跨距等的确定及主轴结构的优化设计起到了很好的指导作用。同时对两者进行对比,可达到彼此验证的效果。

图4 整体床身的外形图和结构图

图5 整体立柱的外形图和结构图

图6 主轴箱的外形图和结构图
- 基础件的高刚性设计
- 整体床身的高刚性设计
- 作为机床最基本的支承基础件,床身的刚性对机床的精度具有举足轻重的作用。本机床采用整体床身的结构型式(图4),合理布筋,采用高规格铸铁铸造,使整体床身达到很高的刚性。同时整体床身型式的采用,使机床的精度在加工阶段得到很好的保证,便于装配时的调整,提高了装配的效率。 #p#分页标题#e#
- 整体立柱部件的高刚性设计
- 本机床采用整体立柱的型式(图5),立柱、立柱滑座及螺母座为一个整体,相对于传统的立柱滑座和立柱分开的结构型式,具有更高的刚性,同时整体立柱型式的采用,使机床的精度在加工阶段得到很好的保证,便于装配时的调整,提高了装配的效率。
- 由于立柱要在机床上进行Z向的运动,在高刚性的同时,还应具有高速度的特性,因此立柱的设计除了保证高刚度,还采用了轻型设计的原则,降低了移动部件的重量,为机床高速性的实现奠定了基础。
- 主轴箱部件的高刚性设计
- 图6为本机床的主轴箱的外形图和结构图。
- 从结构图可以看出,主轴箱也采用了多层布筋、对称布置的型式,同时考虑主轴箱要在机床上进行Y向运动,主轴箱也采用了轻型设计的原则,由于主轴直接安装在主轴箱内,主轴的发热必然影响到主轴箱,因此主轴箱的设计同时兼顾了高刚性、高速度及热对称性。
- 基础件设计中的有限元分析
- 在基础件的设计中,利用有限元分析的手段,当不同的布筋和开孔情况下应变及位移量均呈现不同的状况,比较其受力及变形的情况,可进行基础件结构的优化设计。
高特性的伺服进给系统
伺服进给系统承担了加工中心各直线坐标轴的定位和切削进给,伺服进给系统不仅仅是带动运动部件稳定地运动,更重要的是要进行精确定位,因此将直接影响整机的运行状态和精度指标,而进给传动链中的间隙及其刚度则直接影响着定位精度和重复定位精度。

图7 本机床的高速精密滚珠丝杠副伺服进给系统
本机床采用高精度超静音滚珠丝杠(图7),其dmn值可以达到18万,比普通的滚珠丝杠提高33%。与传统的滚珠丝杠相比,其球径相等,但球数增加,由外循环变成内循环,其承载能力增加。滚珠丝杠副采用预紧的方式,在预紧后提高刚度和消除轴向间隙。
为了消除间隙,提高刚度,设计中采取了一系列措施:电机与丝杠采用钢制波纹管联轴器联接,具有精度高、惯量低等优良特性,并可补偿轴偏移量;轴承采用高精度专用组合滚珠丝杠轴承;为了增加螺母座及丝杠轴承座与运动部件间结合面刚度,适当增加了座的长度,同时工艺上采取配刮研技术,保证精度的稳定性。丝杠两端均为固定支承,可以进行预拉伸安装,减少或消除因丝杠自重而产生的弯曲变形,减少或消除热膨胀的影响。
机床导轨
导轨的型式决定了摩擦力的大小,而摩擦力影响着伺服进给系统的静态误差和动态误差,因此导轨对进给系统起着重要的作用。为配合快速移动的要求,三个坐标轴的导轨均采用高精度、高刚性圆柱滚子直线滚动导轨,具有定位精度高、进给速度快、动态性能好、寿命长、性能可靠以及不需要费时保养等优良性能。滚动导轨的采用,不仅节省了加工时间,更方便了产品的装配,提高了产品的生产率。同时进给系统的定位精度和重复定位精度也得到了更好的保证。
润滑方式的全新选用和设计
系统采用电动齿轮润滑泵与电子控制器组成机电一体化润滑装置。内装有溢流阀,控制泵的工作压力,防止润滑泵工作压力超负荷,以保护泵的工作安全;并具有自动卸压、低压发讯与低油位发讯等功能,其运行时只需在控制器上设定运行和停止时间,即可实现自动供送油剂;并在设定的运行时间内,由电子控制器监控系统异常发讯。
润滑系统采用定量加压式稀油计量件,此计量件属直压动作型,由润滑泵输送的压力油剂推动内设的活塞,将上次已储存在计量腔内的油剂强制地压向润滑点,并采用两道密封,以防止排出的油剂逆流,确保计量准确、排油灵敏畅通。
定时定量润滑及故障报警技术确保了机床的润滑效果。在机床上不会出现由于润滑点的距离远近和高低不同而造成润滑不均的可能,从而可确保机床的各个润滑点均可得到良好的润滑效果。
#p#分页标题#e#关于机床转台、刀库、双工位交换台、全封闭防护等部分,限于篇幅,本文不涉及。
五、整机静动态性能分析及试验
- 整机有限元分析
- 整机有限元模型的建立
图8 整机的有限元模型及网构图
- 对基础结构件的小圆角、小倒角全部以直角处理;小角度斜面以平面处理,对分析无影响或影响较小的搭子面、螺孔及孔内部筋孔等去除,安装地脚螺钉的凹槽去除,安装导轨压板的斜槽去除,安装光栅的支撑台去除,主轴以实心处理;主轴与转子及轴承内圈做一体处理;定子与轴承外圈及外部支撑冷却件做一体处理;工作台以内部布筋的箱体来简化,使计算模型与实际零件保持最大限度的同一性。有限元网格的划分采用了局部手工划分与自由划分相结合的方法,选取SOLID45 8节点六面体单元作为局部划分网格用单元,SOLID95 20节点六面体单元为程序自动划分网格用单元,选取 COMBIN14阻尼弹簧拉压单元。丝杠、导轨及轴承移动结合部采用了等效弹簧连接,固定结合部采用了粘接方式。共划分单元数115226个,节点总数208914个。计算用图依次为:实体装配图、结合部网格、主轴网格、主轴箱网格、整机有限元模型(图8)。
- 计算及检测结果
- 对比来看,计算及检测的结果之间具有相似性。X轴方向的静、动刚度较Y、Z轴方向低,机床的薄弱环节在X轴方向。对加工影响较大的两种优势固有频率的振型见图9,从中可见,振动的薄弱点均发生在大结构件之间的导轨结合部处,因此,导轨结合部处的刚度成为机床整体刚度的薄弱环节,是今后改进设计,进一步提高机床刚度、改进机床性能的关键。
图9整机的有限元分析结果(两种固有频率下的振型)
- 机床主轴的热变形及补偿试验
- 补偿方法:
- 在机床上有两个温度传感器,一个设置于主轴外部作为基准温度,另一个设置于主轴内部,测量主轴的温度,二者之差作为补偿温度。
- 通过试验的方法得到温度与主轴伸长量的关系曲线,然后将此曲线的数据通过温度输入模块输入到PMC的数据表中,PMC用插补计算的方法将温差计算出来并作为补偿依据,通过数控系统对主轴热伸长进行实时补偿。
- 按照ISO230-3的测量方法及要求,使用HEIDENHAIN的热效应精密测量仪、可伸缩式精密位移传感器,对主轴进行热变形试验。
- 根据所测得的曲线,在系统里可对主轴进行补偿。主轴热补偿功能,可以消除因热伸长引起的误差,从而提高机床精度。图10为补偿前和补偿后的比较图,补偿前主轴热伸长为0.033mm,补偿后为0.009mm,具有明显的效果。
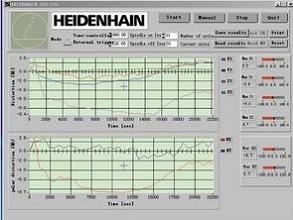
a)补偿前(最大值33µm)
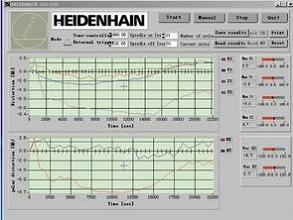
b)补偿后(最大值9µm)
图10 补偿前后主轴热伸长的实测结果
六、μ2000系列卧式加工中心的应用
μ系列卧式加工中心可用于加工汽车发动机缸体汽缸孔和曲轴颈孔、精密传动箱、泵体等箱体类零件,并可应用于模具工业、军工、航空航天等领域进行空间复杂曲面的加工(图11、12)。

图11μ2000/800H卧式加工中心用于某缸盖厂
#p#分页标题#e#
图12μ2000/5-630H以长刀加工发动机缸体厂