目前在造船厂和重型机械厂生产焊接钢结构板材零件,采用数控切割工艺(包括火焰,等离子,激光)历史已经很长。很多工厂把数控切割方法作为主要的板材零件生产工艺。
在焊接钢结构生产领域,生产和技术准备工作对提高质量,提高综合生产效率,提高材料利用率影响很大;具体地说就是放样,数控切割编程,排料,生产设计和工艺设计工作。
焊接钢结构的设计,生产准备的工作流程和一般现状如图1 所示:
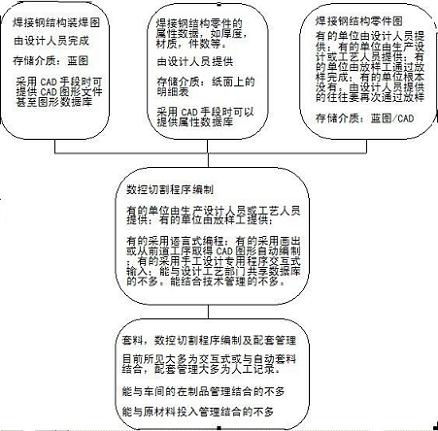
图1
实际工作的情况可以分成几个类型或阶段:
1。停留在传统手工操作的方式。除数控切割程序编制和排料使用了孤立的计算机外,设计人员向工艺人员和生产设计人员,工艺人员和生产设计人员向数控切割程序编制排料人员传递信息基本上依靠蓝图或手工编制的切割程序清单。
2。在设计人员,工艺人员和数控切割程序排料人员均已使用了计算机辅助完成工作的情况下,没有利用网络和数据库等实现数据共享。三个工作阶段都是孤立地完成的。
3。在设计人员,工艺人员和数控切割程序排料人员均已使用了计算机辅助完成工作的情况下,利用计算机网络和数据库及管理程序实现图纸信息和属性数据共享。三个工作阶段都是有机结合完成的。在设计,生产设计阶段都和管理信息系统紧密结合,形成CAD/CAM/MIS 集成的人机结合的系统。
在 1 阶段,突出的缺点是信息传递慢,手工设计焊接钢结构图纸比例难于准确,造成图纸尺寸问题多,理解图纸,修改补充图纸和放样工作量大,周期长,工作不易检验复核,差错多。因此严重制约了钢结构生产效率和效益的提高。
在 2 阶段,缺点是没有利用网络和数据库等实现数据共享。存在大量重复劳动,因此也带来出错的机会和技术准备周期难以缩短。由于设计人员提供数据的的主要手段仍然是蓝图,对CAD图的比例等质量要求不高。放样或生产设计人员难以直接利用CAD图,图纸尺寸工艺问题仍然难以得到根本解决,后道工序难以提高效率。
第 3 阶段和第 2 阶段的最主要的区别在于:设计图纸包括零件图的 CAD 图形和各种属性数据利用计算机网络和数据库在设计人员,工艺及生产设计人员,数控切割程序编制人员乃至生产组织管理人员之间共享。因此可以最大限度地减少传统工作方式数据传递过程耗费的时间和产生的差错。因为后道工序的工作人员需要直接利用前道工序工作人员在计算机内提供的 CAD 图和各种属性数据,这样就对设计图纸和零件图提出了严格的尺寸比例准确的要求。在设计,生产设计阶段都和管理信息系统紧密结合,形成 CAD/CAM/MIS 集成的人机结合的系统,意味着每个工作人员都对计算机内的自己输入的数据负责,也只有自己负责输入,修改和删除。和管理信息系统结合意味着挖掘最后可能存在的生产潜力。为最大限度地提高效益铺平道路。
我们在建立钢结构的计算机辅助 CAM/MIS 集成系统方面做了一些工作。初步开发成功了一个钢结构及其他板材零件数控切割加工的计算机辅助制造和辅助管理的集成制造系统软件—— SSCAM 2.0 版。SSCAM 是在一个大型的多品种小批量重型机械类钢结构生产单位背景下开发的。我们作为从事数控切割加工编程的生产第一线的工作人员,在使用引进的德国 ESAB 公司的数控火焰切割机及其配套软件 COLUMBUS 时,深入了解了该数控切割机和COLUMBUS 软件,吸收其优点自行开发了 SSCAM 系统。SSCAM 适合采用火焰,等离子,激光,高压水等数控切割工艺生产钢板或其他板材零件的生产厂使用。#p#分页标题#e#
SSCAM 的主要结构模块和输入输出如图 2 所示:
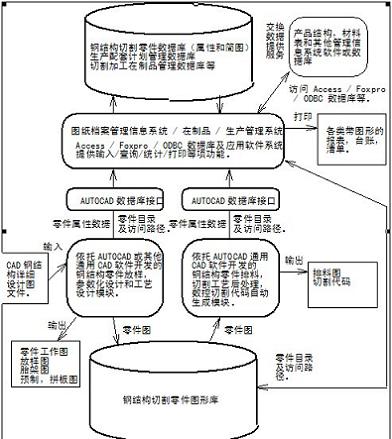
图2
SSCAM 的各功能模块,数据库可以在网络上建立,可以是分布式的。通过网关可以和其他管理信息系统或设计部门的图形库以及数据库通讯。
1。放样以及零件几何图形和工作图的产生。
有些较老的数控编程软件系统采用数控加工专用语言的工作方式。SSCAM 没有沿用这种效率较低的方法,采用了先进的 CAD 工作方式。SSCAM 设计工作图是依托通用 CAD 系统 AUTOCAD,具有良好的开放性。可以用 IGES,DXF 等几种 CAD 图形交换格式和绝大多数钢结构设计 CAD 系统连接。因此 SSCAM 可以直接从 CAD 系统接收设计图文件,并从中读取钢结构零件几何信息。然后继续完成工艺设计--生产设计--放样工作,采用交互式和自动参数式设计零件工作图。由于 SSCAM 集成了管理信息系统,上述工作的计划,进度检查,生产配套准备的数据库建立都在同一系统中完成。SSCAM 设计工作图效率很高,不易出错,图纸正规完善。不论尺寸标注,局部放大,加工坡口标注,冷加工标注,装配位置标注,公差,用户定制图框标题栏等正规图纸应有的内容都具备了。可以直接用它作为工艺文件指导工人的生产作业。SSCAM 工作图和其他同类系统相比还有一个特点: 没有冗余的中间数据文件,工作图文件就是排料的原始文件,对已经排料的工作图的任何修改会自动反映在排料图中,不会出现工作图修改而排料图没有修改的不一致现象。
SSCAM 的工作图设计部分同样可以用于设计钢结构的型钢类零件,胎架图,拼装工艺,焊接工艺图等。(见附录的工作图和放样图)对工作图增加工时定额,成本计算等内容也不难。这样就使钢结构的工艺设计,生产准备工作和技术准备工作完全纳入计算机系统了。
2。设计排料图。
SSCAM 的排料图设计功能十分实用。考虑到采取切割工艺技巧减少切割热变形对零件加工精度的影响和提高材料利用率,SSCAM 可以任意选择四种切割引弧方式;可以任意按排零件的旋转,镜象,切割方向,引弧位置,零件切割加工顺序。排料图上有必要的标注内容,如切割长度,快速移动长度,切割穿孔点数,所有排料零件的清单,件号标注,材质,板厚,张数,操作人员签字,设计日期,切割操作的记录,切割钢板的炉批号等等。SSCAM 对排料图上的零件自动记录数据库,并显示在屏幕上方(见附录的排料图)。SSCAM 还可以用任意复杂形状的板材原料进行排料,便于利用边角料,甚至切割报废的零件也可以重新作为原料进行排料利用。
SSCAM 系统具备了灵活的割缝补偿计算功能。模拟显示切割路径检验存储数据读写的正确性。可以输出两种主要的数控切割机指令代码: ESSI,EIA 格式。
由于工厂为了更经济地生产各种大小形状批量的零件,往往采用人工半自动切割,光电跟踪切割,靠模切割,多头条形切割等不同切割工艺和设备。但难以得到最优的排料方案,配套管理也困难。SSCAM 对所有待切割的零件根据管理信息系统的生产计划进行集中排料,可以真正彻底地对在板材上下料的零件实行定额发料,提高了材料管理水平和利用率,加强了切割生产配套的计划性,使生产更有秩序。
3。SSCAM 集成了适应多用户环境要求的生产管理信息系统和 CAD 图纸文档管理系统。SSCAM 的管理信息系统的开发是向靠拢 MRP (资源需求计划)为指导思想的。SSCAM 也特别注意了系统的开放性,互联性和人机界面的友好性。SSCAM 集成系统版的显示屏幕和各类报表均有必要的各类图形,如零件图,排料图,放样图,装配图,工艺图,胎架图等,直观,实用。(见附录的管理信息系统零件查询屏幕和生产台账)。SSCAM 的集成系统版可以用 1GB 硬盘的中低档服务器,支持数万种零件年产万吨以上的钢结构件生产及管理的需要。#p#分页标题#e#
SSCAM 的 CAD 图纸文档管理系统支持 MS Windows 的 对象链接与嵌入技术(OLE)。凡是支持 OLE 技术的任何软件的文档均可管理。SSCAM 的放样,工艺设计,排料等所有在 CAD 图形环境下的操作,都可直接访问管理信息系统数据库,自动完成数据录入,实现了各种 CAD 图纸档案和管理属性数据的统一管理。
SSCAM 的 CAD 图纸文档管理系统不是孤立的,它和生产管理系统无缝地集成在一起。在生产管理信息系统的任何界面和报表上均可直接显示和打印 CAD 图。SSCAM 可以和工厂的其他管理信息系统联网如供应,生产计划,设计技术,质量跟踪保证系统等,也可和商品化的资源需求计划软件 MRP 集成在一起。SSCAM 的管理信息系统支持开放数据库互联协议(ODBC),因此支持多种数据库,硬件体系,网络和操作系统。
通过使用 SSCAM 使钢结构生产和技术准备工作提高了质量和效率,因此收到了大幅度地提高产量的效果,经济效益十分显著。
过去功能单一的数控切割编程排料软件已经不能满足现在的生产发展水平和需要,工厂管理信息或者说资源需求计划 MRP 也要向紧密结合 CAD/CAM 发展,因此钢结构的CAD/CAM 软件和 MRP 软件会在 CIMS 的目标上会合,产生新一代 CAD/CAM/MIS 系统。我们的 SSCAM 是一个实例。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF