一、前言
冲裁是冲压工艺中重要工序,冲压工艺是重要的压力加工方法之一。在冲压加工过程中,由于工艺上的需要不得不留下尺寸不同、形状各异的废料和剪切余料,使板材的利用率降低,造成浪费,影响了冲压工艺的经济性。因此,要针对冲压生产中存在的有关问题,开展少无废料排样冲裁技术的研究,采取相应的措施,努力开发节约板材的途径,充分挖掘材料的潜力,具有特殊的实际意义。
二、运用和合理论实现少无废料排样冲裁
在满足冲压零件设计技术要求和零件对材质纤维方向无硬性规定的前提下,除了应遵循一般的板料排样原则外(如为了减少条料的端头废料损失,剪裁窄条料时,应沿板的顺长方向进行;零件尽量排成宽条料,减少剪裁次数和冲压时的送料进距;尽量采用侧压板送料,尽量不用定距刀送料,可以减少搭边和条料宽度),应尽量采用少废料、无废料排样冲裁技术。
“和合几何”——少无废料排样理论,它是讨论这样一种平面图形,即每一个能和其全同形无缝隙地拼合起来——“和合图形”。在冲压工艺过程中,运用“和合几何”理论,在基本和合图形的基础上,经过纯平移(或旋转)、纯对称滑移、平移加旋转、平移加对称滑移、旋转加对称滑移、平移加旋转对称滑移等步骤,就可实现少无废料排样冲裁。
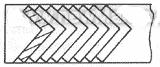
图1和合图形纯平移
构成和合图形轮廓的任意图形是指联结两点之间任意形状的线,但曲线描述时不能转成圈子或后退。作为少无废料排样的冲裁件,和合图形必须至少有一条与条料或卷料边缘重合的直线。图1是少废料排样冲裁的例子。图2表示的是基本和合图形经过平移加旋转后,实现的无废料排样冲裁。

图2和合图形平移加旋转
少无废料排样冲裁较常规排样冲裁技术存在许多优势。但在应用少无废料排样冲裁技术时,条料和卷料宽度公差大多直接影响工件精度;在条料的所谓“汇合点”(即三个或更多工件相交的一点),可能出现毛刺;常因单边冲裁,造成压力中心偏移,影响模具的使用寿命;有时也会增加模具的制造困难。因此,应该综合地权衡少无废料排样冲裁技术的利弊,而不是盲目地应用。
三、更改零件外形实现少无废料排样冲裁
一般情况下,产品设计师根据使用要求设计零件和工艺师根据零件产品图编制工艺,这是顺理成章。但是,有时材料就会通过设计师们的手送入废料箱,造成浪费。因此,在对零件进行冲压工艺分析、选择工艺方案时,适当地更改零件外形,使得经更改外形后的零件能成为和合图形,零件与零件之间以及零件与毛坯之间毫无间隙地拼合,就可实现少无废料排样冲裁,这样不仅能够提高材料利用率(高达100%),还能提高生产效率,减少冲模的加工难度,有助于产品质量的改善。如图3所示的冲压零件,在使用过程中起作用的主要是有关孔的尺寸要素(孔径和孔位),至于孔以外的金属只是起连接作用和增加强度,即零件的外形尺寸对零件的功能没有显著影响,这就为产品设计师与工艺师的合作提供了条件。
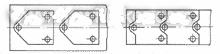
图3更改零件外形,实现少无废料排样冲裁
#p#分页标题#e#如果冲裁件的外形不是完整的和合图形,则可以增加“补合”把它拼凑成和合图形。不同的补合将得到不同的和合图形。补合实际上是废料,因而带补合的排样是少废料排样。若将产品稍加修改,使之成为完整的和合图形,虽然这样做没有减少单件耗料,但模具结构大为简化(图4)。
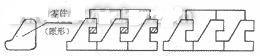
图4补合或更改零件外形,实现少无废料排样冲裁
四、大小零件套裁实现少无废料排样冲裁
在实际生产中,因受板材规格的限制,一些零件在冲裁排样中产生很大的废料,造成浪废。在规模较大的冲压生产中,可以将两种或多种材料各项指标相近、产量协调的零件的毛坯在同一块板材上排样冲裁,从而减少、甚至消除冲裁废料,降低材料消耗(图5)。

图5大小零件套裁
1.零件A2.零件B3.零件C
对于产量不能相协调的零件,若有条件也可采用套裁,产量不足部分的零件仍采用常规排样,同样可以一定程度提高材料的利用率。
利用较大零件冲裁得到的边角废料,生产较小零件而实施的大小零件混合套裁是冲压生产中开发利废、节约挖潜、提高经济效益的重要内容。这种方法直观、容易实现,且经济效果明显。但它要求大小零件各项指标(料厚、性能、表面状态)相近,因此受到限制。事实上,大多数小型冲压件料厚适当增大是不影响其使用性能的,可以利用料厚稍大的零件的废料生产;还有一些冲压件可以减薄后利用材料力学性能指标较高的零件的废料生产,从而在强度上得到弥补;对于减薄能够利废生产的零件,还可采取增加压筋、翻边、表面热处理强化等工艺手段或叠加使用来增加其强度、刚度,以满足产品的使用要求。
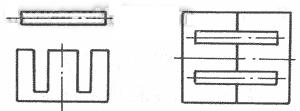
图6大小零件混合套裁实例(一)
图6是利用冲裁两个硅钢片的废料,得到两个细条制件,大小零件套裁后实现的无废料生产的例子;图7所示工艺方法,经三工步后可以得到大小不同的三种零件。
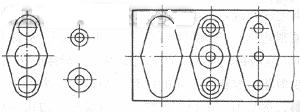
图7大小零件混合套裁实例(二)
实现混合套裁的条件主要取决于零件的形状。因此,设计师在考虑一些较大的冲压件的工艺孔、减重孔时,有必要结合一些小型冲压件的外形尺寸来设计,为实现混合套裁创造条件。
五、实现少无废料冲裁的其它工艺方法
图8所示的冲裁弯边模,将凹模口在进料一边倒角,冲裁同时折弯;在下次冲裁时,弯边起挡料作用,这样可以节省制造一套弯曲模的费用;因不须留搭边,可以实现少无废料排样冲裁,提高生产效率。
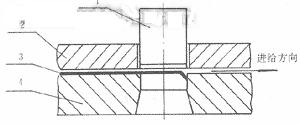
图8冲裁—弯边模
1.凸模2.固定卸料板3.毛坯4.凹模
图9是文献[2]给出的合理利用板材公差,实现少无废料冲裁的例子。图中所示的冲裁排样图在理论上是不容许的,但却作为正式的工艺文件指导生产,经长期实践,并未出现尺寸不足的废次品。这是因为工艺师凭经验在工艺设计和修改中合理地利用了板材长宽尺寸公差。按有关标准规定,板材长度和宽度尺寸公差的上偏差为正值,下偏差为零,具有可利用的余地。因此,根据板材供给的历史情况和零件毛坯尺寸精度的要求在工艺设计时可以考虑适当利用板材的公差,大大地提高了板材利用率。 #p#分页标题#e#
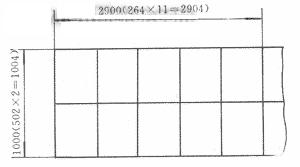
图9合理利用板材公差实例
在生产过程中如果偶然出现正偏差过小的情况,可将尺寸不足部分均匀地分配到排样中的各种坯料中冲裁,以保证零件毛坯尺寸的精度要求。
利用板材公差特别适宜于符合下列条件的零件的冲裁:(1)毛坯尺寸允许负偏差;(2)板材规格尺寸偏差为零时,排样中各坯料能够获得最小极限尺寸。对于冲裁毛坯尺寸有特殊要求的零件,利用板材公差时要慎重,应对来料有充分把握;还有这种工艺方法对模具的制造精度要求高,从而增加模具的制造费用。
此外,板料的规格也影响材料的利用率。在大批量生产大型冲压件时,应尽量订制尺寸与毛料成倍数关系的特种板材;而在大批量生产小型冲压件时,应尽量选用冷轧带代替板材。
各种新型切割技术的进步,如激光切割、电火花线切割和高压水切割(磨料喷射水切割),使得有可能采用较小缝隙,实现少无废料排样冲裁,并能提高制件的质量。应用计算机辅助设计与制造(CAD/CAM),可以真正实现少无废料冲裁。
六、结论
在冲压生产过程中,只要正确运用“和合理论”,通过补合、更改零件外形、合理利用板材公差、实施大小零件套裁、应用新型切割技术,就能进一步拓展节约板材的途径,实现少无废料排样冲裁。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF