FANUC系统是日本富士通公司的产品,通常其中文译名为发那科。FANUC系统进入中国市场有非常悠久的历史,有多种型号的产品在使用,使用较为广泛的产品有FANUC 0、FANUC16、FANUC18、FANUC21等。在这些型号中,使用最为广泛的是FANUC0系列。
系统在设计中大量采用模块化结构。这种结构易于拆装、各个控制板高度集成,使可靠性有很大提高,而且便于维修、更换。FANUC系统设计了比较健全的自我保护电路。
PMC信号和PMC功能指令极为丰富,便于工具机厂商编制PMC控制程序,而且增加了编程的灵活性。系统提供串行RS232C接口,以太网接口,能够完成PC和机床之间的数据传输。
FANUC系统性能稳定,操作界面友好,系统各系列总体结构非常的类似,具有基本统一的操作界面。FANUC系统可以在较为宽泛的环境中使用,对于电压、温度等外界条件的要求不是特别高,因此适应性很强。
鉴于前述的特点,FANUC系统拥有广泛的客户。使用该系统的操作员队伍十分庞大,因此有必要了解该系统的一些软、硬件上的特点。
我们可以通过常见的FANUC 0系列了解整个FANUC系统的特点。
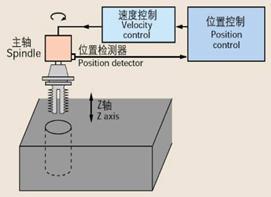
1. 刚性攻丝
主轴控制回路为位置闭环控制,主轴电机的旋转与攻丝轴(Z轴)进给完全同步,从而实现高速高精度攻丝。
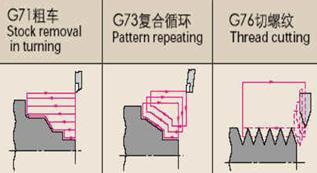
2. 复合加工循环
复合加工循环可用简单指令生成一系列的切削路径。比如定义了工件的最终轮廓,可以自动生成多次粗车的刀具路径,简化了车床编程。
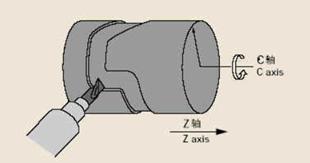
3. 圆柱插补
适用于切削圆柱上的槽,能够按照圆柱表面的展开图进行编程。
4. 直接尺寸编程
可直接指定诸如直线的倾角、倒角值、转角半径值等尺寸,这些尺寸在零件图上指定,这样能简化部件加工程序的编程。
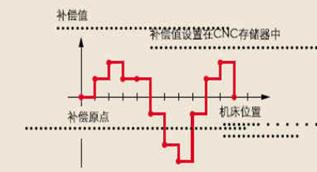
5. 记忆型螺距误差补偿 可对丝杠螺距误差等机械系统中的误差进行补偿,补偿数据以参数的形式存储在CNC的存储器中。
6. CNC内装PMC编程功能
PMC对机床和外部设备进行程序控制
7. 随机存储模块
MTB(机床厂)可在CNC上直接改变PMC程序和宏执行器程序。由于使用的是闪存芯片,故无需专用的RAM写入器或PMC的调试RAM。
8. 显示装置

二、FANUC 0系列硬件框架
1. 系统构成
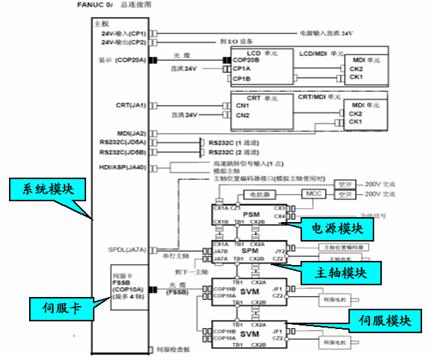
图6 系统硬件概要
图6从总体上描述了系统板上应该连接的硬件和应具有的功能。
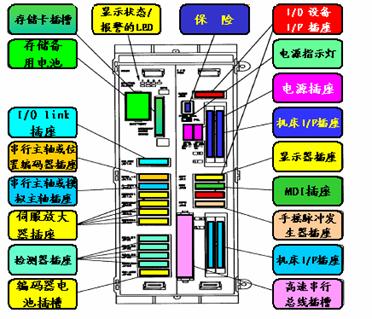
图7 FANUC 0i系列控制单元构成及连接
图7所表示的是FANUC0i控制单元及其所要连接的部件示意图,每一个文字方框中表示的部件,都按照图中所列的位置(插座、插槽)与系统相连接。具体的连接方式、方法请参照FANUC连接说明书(硬件)的各章节。
2. 系统连线
系统综合连接图(1)
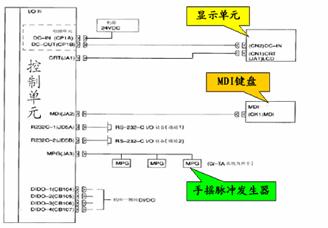
系统综合连接图(2)
系统的综合连接详图中标示了系统板上的插槽名以及每一个插槽所连接的部件。#p#分页标题#e#
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-08-28计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-27计算机辅助设计与制造 21世纪全国应用型本科大机械系
- 2021-08-22AutoCAD 2013应用与开发系列中文版AutoCAD 2013室内装
- 2021-08-22AutoCAD 2013应用与开发系列中文版AutoCAD 2013机械图
- 2021-08-08中文版AutoCAD 2013全套机械图纸绘制典型实例 [叶德辉
- 2021-08-08中文版AutoCAD 2013全套建筑图纸绘制典型实例 [时代印
- 2021-07-23AutoCAD 机械图样典型范例与实训教程 [张学昌 主编] 2
- 2021-07-14AutoCAD中文版典型建筑设计图册PDF下载
- 2021-07-13AutoCAD 2013应用与开发系列AutoCAD 建筑制图习题集锦