1、引言
为了配合“机械设备自动化”国家级试点专业建设,我校于1996年提出了建立FMS实验系统的构想,并付诸实施。系统方案既遵循FMS的一般体系结构,又充分考虑到教学实验的特点。在系统的实施过程中,我们自行研制开发了FMS运行控制软件,该系统具有实时调度、仿真动画、设备监控等功能。
2、FMS系统布局
系统布局如图1所示,FMS实验系统由数控车床、数控加工中心、搬运机械手和四台工控机组成。数控车床CK6150适用于回转体零件的精加工。数控加工中心XH714具有三轴联动控制,工件一次装夹后可自动完成铣、镗、铰等工序的加工。机械手可在直线导轨上行走,手臂有四个自由度,前端带有手爪,完成工件的输送、搬运。
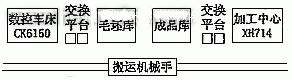
图1 系统布局
三台486工控机分别作为车床、加工中心和机械手等设备的控制工作站,上位机(586工控机)和三台工作站通过BITBUS现场总线互联,实现系统的集成。
3、系统功能需求
运控软件运行于上位机,包含以下主要功能:
(1) 实时调度控制
依据作业计划、零件加工工艺路线以及生产现场的设备状态,对搬运机械手进行动态实时调度,实现工件的合理流动,同时协调机械手及所有被服务设备之间的工作。
(2) 仿真动画
利用直观的动态图形方式,一方面在运行前对生产过程进行模拟,分析调度控制策略的可行性及系统中物流的走向;另一方面可对系统实际运行进行在线监控,对物流阻塞和设备故障等异常情况及时发现,提高系统的可靠性。
(3) 辅助功能
除上述两个基本功能之外,系统尚需提供作业计划管理、数控程序管理、库管理等辅助性功能。
4、调度控制系统设计
4.1 运控软件与下位工作站的接口
BITBUS网络物理层采用EIA-RS485规范,数据链路层基于IBM同步链路控制(SDLC)协议,应用层提供远程访问与控制(RAC)服务。籍此,上位机可完成对总线节点上的片内、片外数据存储器的读写,任务的调度和位总线消息的收发。
FMS实验系统采用分布式控制模式,每个现场设备完全由相应的下位工作站控制,上位机通过BITBUS网络与各下位工作站进行命令、状态和数据信息的通信,从而实现对现场设备的间接控制。上位机指挥设备动作时(如加工中心夹具松开),将“控制命令”写入相应设备工作站节点上的片外数据存储器。设备工作站定时扫描该区域,发现有效命令即加以处理,并将响应执行情况回写,供上位机读取。命令控制块结构如下:
300H:命令有效标志
301H:命令代码
302H-306H:命令参数
307H:命令响应(上位机置FFH,由下位机回写命令响应情况)。
02H-0AH:命令失败
01H:命令正在执行
55H:命令已完成
4.2 调度控制基本策略
根据FMS是实验系统布局及功能需求,将调度控制划分为任务调度和设备控制两个层次。任务调度层定义了一组基本运输任务。每个任务实际上是一组设备控制命令序列,图2给出了“取毛坯送加工中心加工”任务,这些命令只能串行、顺序、连贯地执行。
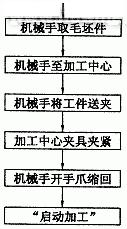
图2 取毛坯送加工中心加工
任务调度层依据现场设备状态、作业计划及一组规则来安排运输任务的执行次序,以满足系统的动态、实时要求。调度的基本目标是提高机床的利用率。运输机械手是物流系统的瓶颈设备、临界资源,系统为每个任务设置一个优先数,以仲裁多个任务对机械手的竞争。任务优先数的计算依照任务的性质、任务对应零件在作业单中的加工优先级以及机械手位置。 #p#分页标题#e#
调度层每选中一个任务后,即交给设备控制层处理。设备控制层依次逐个解释执行序列中的设备控制命令。设备控制采用异步的命令/响应方式,即上位机向下位工作站发送控制命令后,即转去处理其它事务,而由时钟中断定时查询工作站在命令开始执行及完成后发出的相应回答。
值得注意的是,机床加工是一系列命令,包括NC程序下装、安全门关闭、正式加工及加工完成后安全门的打开。而实际上,在“取毛坯送加工中心”任务中,机械手手爪缩回后,机械手已经可以执行其它运输任务。如果让机械手“空等”这些命令的执行完成,显然是不合适的。合理的方法应是在保证系统安全的前提下,充分提高设备的并行程度,即一方面机械手手爪缩回后,机床加工马上开始启动,另一方面又要尽快把机械手“解脱”出来。具体设计中,将“启动加工”归结为填一个加工控制命令表,机械手手爪缩回后马上可服务于其它任务,后续动作由其它程序根据这个控制命令表处理。
4.3 仿真动画设计
考虑到仿真动画运行的实时性要求以及与调度控制的并行性,系统的仿真动画在定时中断中实现。在动画处理模块中定义一组动画“动作”,对应与现场设备(主要是搬运机械手)的运行,设备控制层向下位工作站发送控制命令并得到响应时,或在运行中捕捉到设备异常时,即向动画处理模块发送一个动作命令,启动并保持画面上“设备”与现场设备同步运行。
动画实现主要利用屏幕象素的块复制和块恢复技术,而对复杂的动作如机械手手臂的翻转等,笔者借用了帧动画的有关概念,先建立许多帧局部图片存入缓冲区中,需要时将这些图片以适当的速率和顺序,“放电影”般的一一显示到屏幕上某一区域,产生相对复杂、精致的动画效果。图片可以利用“画笔”等图形软件制作,以BMP格式保存在文件中,由程序读出存入缓冲区。考虑到这些图片需占用较大的内存,系统将图片缓冲区置于扩展内存。
4.4 软件结构
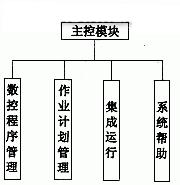
图3 总体结构
调度控制系统软件的总体结构如图3所示。数控程序管理模块实现数控程序的编辑、语法检查。作业计划管理模块完成作业计划、零件工艺路线的编辑,并以文件的形式保存。集成运行模块是整个系统的核心,图4给出了该模块的层次结构。
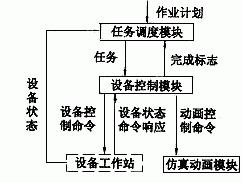
图4 集成运行模块层次结构
5、结束语
本文工作是基于实验型的FMS系统。经测试表明,运行控制系统在实际运行中安全、可靠,工件流动合理,达到了设计要求。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF