本文探讨了NILES普通磨齿机数控技术的相关内容。
本文介绍了用NUM1040数控系统对NILES ZSTZ315/630 C3磨齿机进行数控化改造的方案和相应设计内容。
1. 引言
我公司从原东德进口的几台ZSTZ315/630 C3磨齿机,加工精度好,效率高。但由于是七十年代设计的产品,电气控制采用继电器逻辑,不仅体积大,结构复杂,维修困难,特别是经过近二十年的使用,备件耗尽,继电器触点损坏严重,近几年故障率高。由于润滑充分,该机床的导轨,丝杠,丝母,滑台及工作台的蜗轮蜗杆等磨损不大,机床机械精度保持较好。最近我们用NUM1040数控系统和相应的驱动及伺服电机对分度工作台1、X轴进行了数控化改造,机械上取掉了所有挂轮,不仅操作简单,还提高了传动精度。电气控制全部用PLC代替原来的继电器逻辑,简化了电路结构。经检测加工出的齿轮累积误差达到0.0052mm,齿距偏差0.0038mm,6齿距差 0.0046mm,径跳0.009mm,加工工件精度一致性好,改造取得完全成功。
2. 数控改造方案
ZSTZ315/630 C3磨齿机的主要参数如下:
工作台直径:315mm/630mm 工作台承载:200kg/400kg
X轴行程:360mm 砂轮磨削角:14~26度
滑座冲程长度:20~225mm 冲程次数:75~315/Min
原机床的运动通过各类机械传动来完成,分度工作台(B轴)和X轴根据加工齿轮的大小,模数和齿数使用三级挂轮实现展成磨削运动。改造后X和B轴伺服电机轴分别通过连轴器直接与各自丝杠连接,取消挂轮减小传动误差。为了降低改造成本,缩短改造周期,经过研究论证,确定数控化改造方案如下:
(1)用NUM1040数控系统对磨削加工的展成运动进行控制,用交流数字驱动模块MDLA和BPH伺服电机驱动X和B轴,利用电机内置3072线编码器组成半闭环控制。运用数控系统对X和B二轴联动和插补运算完成各种齿轮型面的加工。
(2)利用NUM1040系统内置的PLC功能模块对机床操作、液压、冷却、润滑、砂轮起/停和滑台冲程等实现控制,取代了原机床的继电器逻辑线路,提高了机床稳定性和可靠性。
(3)保留原机床砂轮修整器的机械部分,将原来砂轮修整用的直流电机改为3 x 380V,1200R/Min,30W 的交流微型电机,增加一个小型换相接触器即可实现修整1和修整2的功能。
(4)保留砂轮驱动电机和滑台冲程电机,液压,润滑和冷却部分不变。
3. 数控系统的配置
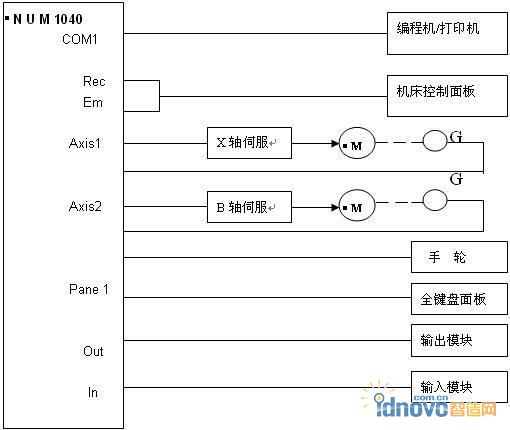
(1)CNC硬件模块的组成
NUM1040 是集CNC、PLC于一体的全功能数控系统,能控制1-6个轴(4轴插补),基本配置的输入/输出点数是64I/48O(可扩展为256I/O),1-3 个手轮,8.4寸液晶彩显。能实现从刀具轨迹控制到外部设备的监控。 CNC系统硬件采用了CMOS电路,光纤通讯技术及模块化设计思想,减少了系统和外界的连线,提高了整个机床电气系统的可靠性。系统主要由电源、CNC、驱动模块组成。系统软件具有开放性和友好界面,可提供帮助性编程方式和强大的通信功能,完善的丝杠螺距误差补偿和多种插补方式,用户可以方便地根据加工特性需要编写自己的固定循环。系统的硬件配置如下:
(2)PLC程序的模块化设计
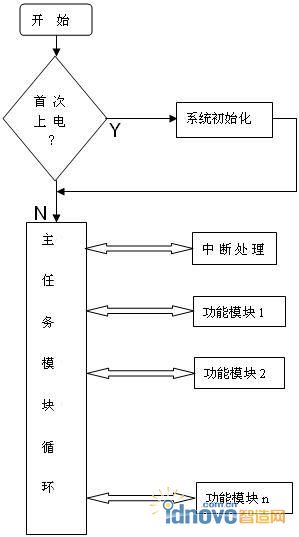
NUM 数控系统为内置式PLC结构,本机床外加二块32输入/24输出(输出带继电器,每只继电器有动合/动开触点各2对)I/O扩展板。采用梯形图编程语言,模块化程序设计,根据控制功能PLC程序编写成多个模块,每一个模块完成指定功能,各功能模块统一由主任务模块循环调用。这样设计的程序可读性强,逻辑控制可靠性高。主要模块有:
%INI—系统初始化模块:完成控制系统参数的设置与优化检查。I/O端口、定时器、计数器预置。堆栈、数据保护区、数据交换区的起始地址及容量的确定等。
%TS—主任务模块:完成对各功能模块% FP的循环调用。
%TP1~n—功能模块:处理与CNC的数据交换;伺服轴进给控制;功能代码处理,砂轮修整控制;滑台运动控制;操作面板处理,报警文本处理等。
%TH—中断处理模块:实时处理随机事件。
PLC控制程序流程图如下:
4. 结束语
该磨齿机床主要用于磨削渐开线圆柱型齿轮。采用展成 — 分度原理磨削渐开线齿形,用锥形砂轮按齿条和齿轮啮合原理生成渐开线齿廓。X和B两个数控轴合成实现展成运动,在展成运动的同时,旋转的砂轮连同滑台一起沿齿向往复运动,一次展成循环过程,生成一个渐开线齿面。
工作台是数控回转运动,当展成到分度位置时,砂轮自动退回脱离与工件的接触,工件分度到下一个齿槽,分度的大小和精度由控制系统确定。对不同大小、模数和齿数的齿轮,数控系统自动计算,控制展成和分度运动。
该机床改造以来,因为提高了机械传动精度,加之合理使用间隙和螺距误差补偿能力,工件加工精度和工作效率有所提高。机床性能稳定可靠,运行以来未发生重大故障,据初步统计,故障率较改造前降低80%以上。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF