现代化的模具生产中,随着塑件结构越来越复杂。相应的模具结构也设计得越来越复杂。一套复杂模具的设计和加工,往往需要集结多种现代化的设计加工方法。在现代的模具设计生产中,通常运 用Pro/ENGINEER、NX和MasterCAM等先进的CAD/CAM软件先进行产品的3D图形设计,然后根据产品的特点设计模具结构,确定模具型腔、分模面,生成模具型腔实体图、工程图,最后根据模具型腔的特点,拟定数控加工工艺,输入加工参数,生成刀具路径,生成加工程序并输送到数控机床的控制系统进行自动化加工。模具制造的主要工作流程如下。
(1)建立或获取客户的产品数据模型;
(2)在产品模型的基础上进行面向制造的设计;
(3)根据设计的结果,选配合适的模架,设计必要的电极,生成生产所需的数据模型和图样;
(4)数控编程部门根据模具的设计模型,进行工艺分析,选择合适的加工方式;
(5)编制型芯、型腔和电极及镶块加工的程序;
(6)数控加工后,同步进行型腔、型芯的电加工;
(7)进行必要的研配、抛光和安装等工作,即可进行试模。
一、产品分析及模具结构
如图1所示为一对高跟鞋底,材料为PVC,收缩率为25‰。鞋底的形状较为复杂,全部由曲面构成,曲面之间的圆角半径小,过渡圆滑。
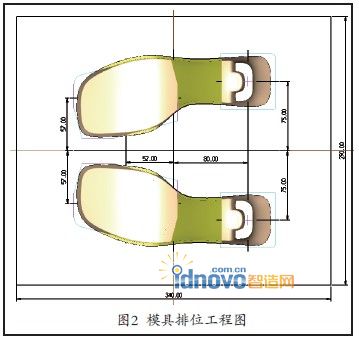
首先用Pro/ENGINEER软件绘制了零件的3D图形,从注塑、加工及经济角度综合考虑,一模设计出一对鞋底,采用标准模架,精度要求较高,材料选用模具钢。模具排位设计2D工程图如图2所示,图中标注了后模铜公的中心到模具中心的尺寸。
高跟鞋底的形状很复杂,表面粗糙度要求也很高,前、后模的分模线不能明显。但鞋底的尺寸精度要求并不高,且鞋跟的部位看似复杂,但实际上也和Z方向平行,不影响脱模。故模具中也没有复杂的抽芯机构及镶件,模具结构简单。模具的分型面是复杂曲面,模具设计时,如何绘制分型线和分型面是此套模具的难点。必须明确属于前、后模部分的曲面。为保证脱模时,塑胶留后模,将鞋跟部位设计在后模,为便于鞋跟部位的电火花加工,须将此部位设计成通孔,鞋跟的底部的三个小圆柱采用镶件。

二、前模图形处理
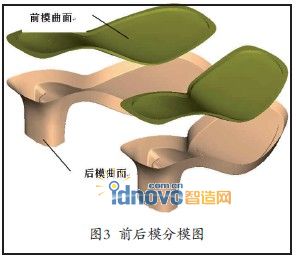
此塑件我们用MasterCAM进行分模。依次点击File/Converters/IIGS/Read file选项,读入鞋底的3D图形文件,将图形乘以塑胶材料的缩水率25‰,在前视图将零件旋转180°,将分属前、 后模的曲面配置不同的颜色,前后模分模图如图3所示。
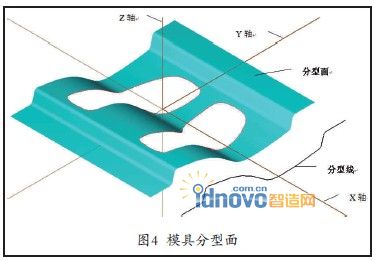
由于鞋底的分模线为复杂的3D曲线,首先要确定分型线,将3D分模线向YOZ坐标平面投影,得到图4中的分型线,将分型线向两边延伸绘制模具的分型面。将属于前、后模部分的曲面分别复制到前、后模部分,并用鞋底的外形曲线去裁剪模具分型面,得到图4 的分型面。
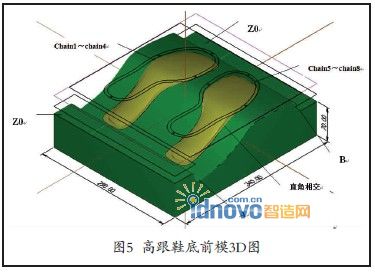
根据前模数控加工工艺的要求,绘制了前模相应的切削曲线及加工边界。如图5所示为设计好的前模加工3D图。
绘图进行了分层管理,分为七层,第1层标注了前模的尺寸,第2层partsurface绘制了鞋底模具的分型面,第3层surfaceforcut绘制了前模加工曲面,第4层curve绘制了前模的绘图曲线,第10层curveforcut绘制了2D编制刀路时要使用的曲线及加工边界,为了保 护已加工好的前模型腔,避免后续工序误伤到已加工面,将鞋底曲面沿Z 方向升高0.3mm,即第13层checksurface的前模检查面,第15层surfacet绘制了前模的3D曲面。层管理图如图6所示。前模加工2D曲线及边界图如图5中。图形坐标原点放在前模XY 方向的中心处,分型面顶部前面的一部分平面的Z方向尺寸为0.0mm。
三、前模加工工艺分析
此模具前模成型鞋底的上表面,光洁度要求较高,结构不算复杂,加工时有以下的难点。
(1)前模零件体积较大,重量大,加工余量大,加工时间长,工件和刀具发热大,刀具损耗多。
(2)前模曲面为凹面,曲面复杂,曲面间圆角过渡圆滑,倒角半径较小,难于清角加工,要采取合适的数控工艺。
(3)因零件体积大,而鞋底模具价格不高,若设计铜电极进行清角,成本很可观,应尽量避免设计铜电极。
(4)鞋模的尺寸要求不高,加工的重点是分型面,前模型腔曲面为凸面,分型面和前模曲面成直角相交,但为降低成本,前模没有设计铜公进行清角加工。数控加工时要尽量采用小刀清角,清角加 工时,为保证前模图中的型腔曲面和分型面四周相交处的加工质量,须规划设计不同的加工范围,编程时同时变化加工角度。
(5)鞋底的分型面为复杂曲面,如图5中所示,A和B处的凹圆弧半径较小,须设计专门刀路进行清角加工。
(6)为了保护已加工好的前模型腔,避免后续工序误伤到已加工面,将鞋底曲面沿Z方向升高0.3mm。
(7)因前模顶面是曲面,数控加工时可加工出和后模相对应的半个流道,为后续加工提供方便。
(8)数控加工时要尽量采用小刀清角,确实加工不到的部分可在数控加工完毕后采用手工打磨清角。
在通用设备加工出340×290×110 的标准毛坯,要求保证上下面的平行度及四周面之间的相互垂直度。选择相互垂直的三个面作为加工和定位的基准面,为便于辨认基准,要打上字码。在零件的底面钻四个孔并攻牙M12,用螺钉固定在布满孔阵的装夹固定板上,再将装夹固定板用压板固定在数控机床的工作台上进行加工。
四、前模型腔加工刀路
(1)由于采用的是标准模架,前模毛坯的外形已经在通用机床上加工好,这里只需要加工前模的型腔和分型面。首先选取Φ25R5镶合金刀粒圆鼻刀,进给率1000mm/min,下刀速率500mm/min,抬刀速率2000mm/min,主轴转速S=2000转/min。用3D曲面挖槽刀路对前模型腔曲面粗加工。Z方向每刀下刀步距0.5mm,加工余量0.35mm。由于使用的VMC850的机床,所以采用了Φ25的刀具,若机床的规格大,采用大直径的刀具更为合适。此处为保证刀具的强度,这个刀路刀具的装夹长度为60.0mm。
(2)继续选取Φ25R5镶合金刀粒圆鼻刀,将最大深度和最小深度都设置成0.0mm,用3D曲面挖槽刀路精加工分型面前后两个平面。加工余量0.0mm。
(3)如图5中所示,分型面A处圆角较小,并且和前模曲面之间的距离很小,第一步工序的粗加工所使用的刀具直径大,留下了较大的加工余量。这里选取Φ10合金球头刀,用直纹铣削刀路对分型面的A部位的粗加工。
(4)继续使用选取Φ10的合金球头刀,用曲面精加工平行铣削刀路半精加工前模曲面。加工余量为0.14mm,加工角度45°。
(5)为保证鞋底前模型腔曲面和分型面四周相交处的加工质量,选取Φ8平底合金刀,分别选取图5中的Chain1~chain4,同时变化加工角度。
用曲面精加工平行铣削刀路对前模右部鞋底的右后部、左后部、右前部和左前部进行清角加工,加工余量为0.16mm。选取Φ8平底合金刀,用曲面精加工平行铣削刀路对前模左底的左前部清角加 工,加工余量为0.16mm。
(6)选取Φ8平底合金刀,分别选取图5中的Chain5~chain8,同时变化加工角度。用曲面精加工平行铣削刀路对前模左部鞋底的右后部、左后部、右前部和左前部进行清角加工,加工余量为0.16mm。
(7)使用选取Φ12 的合金球头刀,用曲面精加工平行铣削刀路精加工前模曲面。加工余量为0.0mm,加工角度45°。
(8)打开第2、3、4、10和13 层,关闭其他层。分别选取图5中的Chain1~chain4,同时变化加工角度。 选取Φ6平底合金刀,用曲面精加工平行铣削刀路对前模右部鞋底的右后部、左后部、右前部和左前部进行清角加工, 加工余量为0.0mm。
(9)选取Φ6平底合金刀,分别选取图5中的Chain5~chain8,同时变化加工角度。用曲面精加工平行铣削刀路对前模左部鞋底的右后部、左后部、右前部和左前部进行清角加工,加工余量为0.0mm。 前模层管理图如图6所示。


前模加工模拟效果图如图7所示。
五、前模加工注意事项
(1)前模成型的是塑件的外表面,表面粗糙度要求高,型芯的材料比较硬,加工时要谨慎,减少差错,不能轻易烧焊。
(2)编写刀路之前,须将图形中心移动到系统默认坐标原点,最高点移动到Z 原点,并将长边放在X 轴方向,短边放在Y 轴方向,基准位置的长边向着自己。
(3)加工前必须检查工件的装夹方向与计算机中的图形方向是否一致,在模具中的排位是否正确,装夹具是否妨碍加工,前后模的方向是否相配。
(4)检查加工所用的刀具是否齐全,装夹长度是否符合要求,校表分中的基准是否正确。
(5)前模加工的刀路大致顺序:大直径刀粗加工→小直径刀粗加工和清角→大直径刀精加工→小直径刀清角和精加工。
(6)前模材料硬,应尽量用镶合金刀粒的大直径刀具进行加工,不要用太小的刀,小刀容易弹刀。刀具直径大、刚性好、经济耐用。粗加工通常先用刀具(圆鼻刀),精加工时尽量用圆鼻刀或球头刀,因圆鼻刀足够大,有力,而球刀主要用于曲面加工。
(7)前模粗、精加工时,通常要限定刀路范围,一般系统默认参数以刀具中心产生刀具路径,而不是刀具边界范围。所以实际加工区域比所选刀路范围单边大一个刀具半径。合理设置刀路范围,可以 优化刀路,避免加工范围超出实际加工需要。
(8)由于前模多为型腔面,结构复杂,较难加工,在制造时一般都有与之配套的铜公,以粗加工和半精加工为主,辅以局部曲面精加工。
(9)前模的粗加工一般优先选取镶合金刀粒的大直径圆鼻刀,采用3D曲面挖槽刀路进行加工(留0.35mm的余量)。
(10)半精加工一般选取镶合金刀粒的刀具(或合金刀),采用等高外形刀路进行加工(留0.2mm的余量)。
(11)精加工一般选取镶合金刀粒的球头刀(尺寸小时选小直径整体球头刀),采用平行铣削来进行加工(留0.1mm的余量)。
(12)当模具带有分型面和枕位面,要一起加工时,分型面、枕位面加工到位,不留余量。型腔部位留余量0.2mm~0.5mm,以便电火花加工。设计前模时,可以将模具型腔表面朝正向补正0.2mm~0.5mm,编写刀路时,将一般将分型面的加工余量设为0.0mm。
(13)前模碰穿位、擦穿位可留余量0.1mm,用于前后模装模时,采用钳工加工。
六、结束语
使用Pro/ENGINEER、NX和MasterCAM等先进的CADCAM软件,对产品先进行的3D实体图的设计,然后根据塑件,合理设计模具结构,进行前、后模分模设计,绘制模具零部件和型芯的3D实体图,拟定数控加工工艺,编写加工程序,生成刀具路径,输送到数控机床的控制系统进行自动化加工,最后进行模具装配、试模等,这些加工步骤是现代化模具生产的过程和发展趋势,它改变了传统的模具制造手段,有效地缩短了模具制造周期,大大提高了模具的质量、精度和生产效率。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF