一、前言
模具工业是国民经济的支柱产业,在汽车、机械、电子和航空航天等行业50%以上的产品依赖于模具的生产。模具作为工业产品生产的基础工艺装备,其设计周期、生产效率和质量直接影响着产品生产的进度、成本和质量。因此,提高模具和工装的设计质量和生产效率对于企业的经济效益有着直接重要的现实意义。随着橡胶、塑料、玻璃钢等非金属及复合材料在工业产品中所占的比例越来越大,提高非金属复合材料产品的质量和应用范围在很大程度上与模具的设计有着密切的关系。
NX作为参数化CAD/CAM软件系统的代表,实现了产品零件组件从概念设计到制造全过程的设计制造一体化,使产品在CAD/CAE/CAM各单元系统之间实现了数据的自动传递与无缝转换:在CAE、CAM系统中能顺利接受CAD系统建立的三维模型,且基于统一数据库基础上同步更新,同时,产品设计、模具设计、产品及模具的数控加工的刀具轨迹及NC加工代码数据能够自动更新,避免了重复产品设计建模和NC数控编程,实现了CAD/CAE/CAM数据的全相关性设计。NX提供的基于专家系统的模具设计功能和高效的数控编程功能,克服了传统模具设计模式的缺点,通过模具检测、自动分模、模拟开模和数控加工仿真的三维动态显示等设计制造与视频技术结合等手段,使设计更加直观地展现在人们面前,极大地提高了产品设计与生产的效率,在保证产品生产进度和质量的同时,解放了产品设计及工艺人员的劳动生产力。
二、NX的模具设计方案
1.基于专家系统的模具设计
利用NX软件提供的三维造型功能,设计者可快速完成产品的创建与修改。利用NX专家系统模具设计功能,可快速完成分模、模具型腔及型芯的自动生成,标准模架零部件和组件的调用等相关内容,最终完成注塑模、铸造模、冲压模的设计。其模具设计专家系统建立在产品设计与制造工艺流程 相结合的基础之上,对如铸造、注塑成型中的浇口、流道、凸凹模间隙设计、模具分型面的设计、零件厚度和拔模检测等制造工艺经验进行了吸收和应用。利用NX可以对模具的性能、模具结构和注塑件在成型过程中的温度场进行有限元传热分析和流道分析。
NX模块在注塑铸造成型模具设计过程中提供的功能包括:①分析设计零件是否可塑,对问题区域进行检验和修复。②零件材料、几何模型和模具设计相对应的收缩间隙设计。③进行模具凸凹模分型面的设计。④模具凸凹模型芯型腔和浇口流道的设计。⑤模具开模模拟及厚度、拔模和干涉等检测。⑥ 标准模架零部件组件调用及脱模机构的设计。⑦模具的单型腔模和多型腔模设计。⑧产品、凸凹模型芯和型腔的模具全相关性设计。⑨注塑模拟流动、传热及成型分析。
2.模具设计流程
利用NX进行模具设计的流程如图1所示。
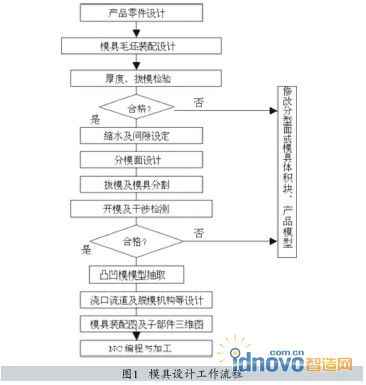
首先将设计好的产品零件和依标准模架设计的模具毛坯零件进行装配,设置好正确的拔模方向,进行拔模和厚度检测,设定产品收缩率与凸凹模间隙。然后,进行模具分型面的设计与凸凹模的分割,再进行开模模拟和干涉检测。待凸凹模抽取成功后,进行浇口流道及脱模机构、标准模架及组件的装配设计。最后,将所有的设计成品转入生产部门进行零部件的选取与加工制造。
可以看到,该设计流程将企业的产品设计、工艺设计、模具设计和数控加工编程集成在一起,因此提高了产品、模具、工艺设计和数控编程的效率。
3.热复合模设计实例
玻璃钢产品的加工制造常用的有缠绕成型、模压成型、层压成型和拉挤成型等工艺手段。玻璃钢热复合模的模压成型是根据热固性玻璃钢复合材料产品的成型特点,通过一定的配料和填料工艺,在压力机上经一定温度、压力和时间的共同作用,最终加热、固化和冷却模压成型的。玻璃钢热复合模设计的特点是:其模具分型面的设计、凸凹模设计与注塑模或铸造模相似,但没有浇口和流道,其脱模机构相对简单,模具设计的主要部分集中在凸凹模型芯和型腔的设计上。
传统的热复合模具设计方式是:首先进行工艺性分析和标准模架的选取,然后进行凸凹模、脱模机构及相关部件的二维绘图设计。这种模具设计手段效率低,不易检查设计中的错误,且模具设计质量很大程度上依赖于设计人员的经验。当二维绘图完成后,进行数控加工编程时,需要重新进行三维造型。且当试模完成后,模具设计需要更改时,又要进行二维绘图、三维造型和数控编程等大量重复的劳动,尤其是在凸凹模的型芯型腔设计与后续数控加工编程时,绘图和检测的工作量极大。
利用NX基于专家系统的模具设计功能模块,设计师可以直接根据产品进行模具分型面设计、凸凹模设计、干涉检测、开模模拟和模具装配等,将凸凹模设计一次完成,避免了模具设计人员因经验不足引起的错误。同时,将模具设计完成后得到的凸凹模,直接转入后续的NC加工模块进行数控加工编程,且当产品和模具需要修改时,凸凹模及数控加工的刀具轨迹随着设计更改而全部自动更新,提高了模具设计和数控编程的效率和质量,整个设计过程都是在集成的环境下完成的。
图2为利用NX模块进行某玻璃钢产品及其模具的凸凹模设计实例,图中(b)为设计时的分型面及拔模方向。整个凸凹模的设计完全根据产品模型进行分模设计,开模同时将凸凹模一次设计完成,与采用传统的二维设计相比,大幅度提高了设计的效率,缩短了模具设计制造周期。

三、NX的数控加工编程
1. 数控编程功能简介
在产品的数控加工编程方面,NX软件提供了功能强大的数控编程模块NX/NC。该CAM模块和CAD模块集成在一起,具有强大的数控加工编程和后置处理功能。NX/NC可分别对各种加工机床的各种加工方式进行数控加工编程,能产生生产过程规划,提供参数化的刀位轨迹,估计加工的时间。它所具有的数控车削、铣削和线切割加工编程功能,支持车削中心、五轴铣削中心和四轴线切割数控加工编程功能,具备完整的关联性,对任何设计更改,能自动生成加工程序和资料。
利用NX/NC生成的刀具轨迹文件称为CLData(Cutter Location Data)。通过Nc Check可以进行仿真加工检测切削状况,其中,系统提供的Vericut模拟功能可以模拟材料的去除过程,用户可以对切削过程进行快速校验,对刀具轨迹进行优化设计,以预测误差和干涉过切。产生的CL刀位文 件经Ncpost或Gpost的后置处理,即可产生NC代码。其提供的后置处理程序能满足如Fanuc、Heidenhain、Simenses、Mitsubishi、Mazak、Agie和Charmilles等数控系统的要求。用户可以通过修改Option File文件(机床配置文件)和FIL File 文件(数控机床系统接口文件),产生适合自有数控机床系统的后置处理程序。
2. 数控编程流程
数控编程是指根据被加工零件的技术要求、几何形状、 尺寸及工艺要求来确定加工方法、加工路线和工艺参数、切削参数(主轴转速、刀具进给量、切削深度等)及辅助功能(主轴正反转、冷却液开关等)的设置,进行数值计算获得实际加工时的刀具轨迹,然后按数控机床所采用的代码及程序格式, 输出工件的数控加工程序的过程。
数控加工编程的功能模块一般包括图形几何造型、刀具轨迹设计、刀具轨迹编辑、加工仿真、后置处理和全数据关联参数化驱动修改等功能模块。利用NX/NC进行数控程序的编制流程与实际加工的逻辑思维是相似的,图3为利用NX进行数控编程的流程图。
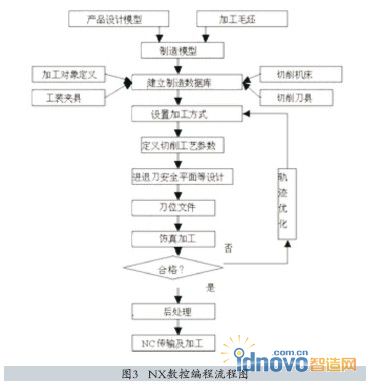
利用NX/NC模块进行数控编程时,要求制造工程师遵循一定的逻辑步骤来设计加工所需的刀具轨迹,其过程是:首先设计加工所需的制造模型(产品与毛坯),然后建立包含加工机床、刀具、夹具和加工坐标系等方面内容的制造工程数据库(加工环境设置),其定义可在刀具轨迹设计规划之前完成,也可在进行刀具轨迹设计的同时进行设置。接下来,选择被加工的几何对象(点、轮廓、曲面或实体)和加工方式(如体积铣削和曲面铣削等),根据具体的加工方式确立合适的切削工艺参数(如步距、深度、主轴转速等制造参数),系统根据加工对象和加工方式,及切削工艺参数进行数值计算,生成需要的刀具轨迹。这里为了提高刀具轨迹的设计质量,通常通过仿真加工(Vericut功能)检测刀位轨迹的不合理之处。最后,利用后处理程序,将CL Data文件经Gpost或Ncpost等后置处理生成相应数控机床系统的NC加工程序代码。
3. 数控编程实例
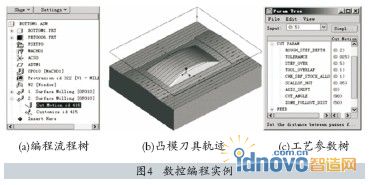
利用NX进行产品及模具的数控编程与仿真加工,当产品模型更改时,所设计的凸凹模型芯型腔和数控加工程序数据,刀具轨迹和NC代码都会随之更新。从而实现了产品设计与制造数据的全相关,即设计制造一体化。图4为玻璃钢热复合模凸模产品数控加工的刀具轨迹图,用户可以根据加工的需要,对数控编程过程树和工艺参数表的内容进行编辑修改,从而生成高效优质的数控程序。
四、小结
本文以玻璃钢热复合模的模具设计和数控编程的应用为例,系统介绍了模具设计与数控编程的流程。在实际应用中,本文所述的应用可扩展到以空间型面定位的专用工装夹具的设计与数控编程,可以快速高效地进行专用夹具的设计与数控编程加工,为提高NX的软件应用水平和扩大其应用范围提供了借鉴。CAD/CAM一体化是解决产品设计、数控加工编程高效率高质量的主要途径之一,也是当今机械工程应用领域的发展方向,CAD/CAM一体化的实现对于提高制造企业的竞争实力和经济效益有着重要的意义。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF