磨削加工技术是先进制造技术中的重要领域,是现代机械制造中实现高速加工、精密加工、超精密加工最有效、应用最广泛的基本工艺技术。磨削加工量占机械加工总量的30%~40%。
高速磨削技术是磨削工艺本身的革命性跃变,是适应现代高科技需要而发展起来的一项新兴综合技术,它集现代机械、电子、光学、计算机、液压、材料及计量等先进科技成就于一体。随着砂轮强度和机床制造等关键技术的进步,砂轮速度大大提高,目前磨削去除率已猛增到了3 000mm3/mm·s,甚至更多,可与车、铣、刨等切削加工相媲美,尤其近年来各种新兴硬脆材料,如光学晶体、光学玻璃、陶瓷、单晶硅等的广泛应用,推动了高速磨削技术的迅猛发展。国际生产工程学会(CIRP)已将高速磨削技术确定为面向21世纪的中心研究方向之一。
砂轮速度高于45m/s的磨削称为高速磨削。现在高速磨削砂轮速度达60~250m/s,工件进给速度为1 000~10 000m/min.在砂轮速度为60~120m/s内,使用普通砂轮,磨削去除率可达500~1 000mm3/mm·s,在砂轮速度为120~250m/s内,使用CBN(立方氮化硼)砂轮,磨削去除率可达2 000mm3/mm·s.德国阿亨(Aachen)工业大学,进行砂轮速度500m/s为目标的超高速磨削试验,对砂轮与磨削工艺技术进行综合研究。过去认为高速磨削工艺不适合于加工大平面或圆柱形表面精加工,主要用于沟槽及缺口件磨削及切入磨削,但日本、德国的研究表明,提高磨削速度可明显地改善工件磨削质量,降低磨削力,获得较小尺寸误差及形状误差,提高加工精度。日本研发的超高速(砂轮速度为160~260m/s)外圆磨床,使用CBN砂轮,可获得圆度误差为1μm,表面粗糙度值R z=1.2μm的磨削效果。
一、超高速磨削的特点
超高速磨削与普通磨削相比具有以下突出优势:
(1)磨削力小,零件加工精度高。当磨削效率相同时,磨削速度达200m/s时的磨削力仅为磨削速度为80m/s的50%.但在相同的单颗磨粒切除条件下,磨削速度对磨削力影响极小,从而提高加工精度。
(2)可以得到高质量、低粗糙度值的工件表面。
在材料磨除率不变条件下,提高磨削速度可以降低单颗磨粒的磨削深度,从而减小磨削力。降低工件表面粗糙度值且在加工低刚度工件时,易于保证加工精度。如果在高速磨削时仍保持原有的磨削力,则可提高进给速度,降低加工时间,提高生产效率。
(3)可以大幅度提高磨削效率,减小设备使用台数。以往磨削仅适用于精加工,加工精度虽高但加工余量很小。磨削前需安排许多粗加工工序,需配合不同类型的机床,构成了一个冗长的工艺链。当前高速磨削的材料磨除率已可与车削、铣削相比,为此磨削加工既可作精加工又可作粗加工,这样可大大减少机床种类,简化工艺流程。对于某些以磨削为最终加工工序的产品来说,高速磨削可以大幅度地降低生产成本及提高产品质量。
(4)可以大幅度延长砂轮寿命,有利于实现磨削加工的自动化。在磨削力不变的条件下,以磨削速度200m/s磨削时,砂轮寿命比以80m/s磨削时提高一倍,而在磨削效率不变条件下,砂轮寿命可提高7.8倍。砂轮寿命与磨削速度成对数关系增长,使用金刚石砂轮磨削氮化硅陶瓷时,磨削速度由30m/s提高到160m/s,砂轮磨削比由900提高到5 100,有利于实现自动化磨削。
(5)成功地越过了磨削热沟道的影响,工件表面层可得到残余压变力(对工件稳定性有利)。
二、超高速磨削的关键技术
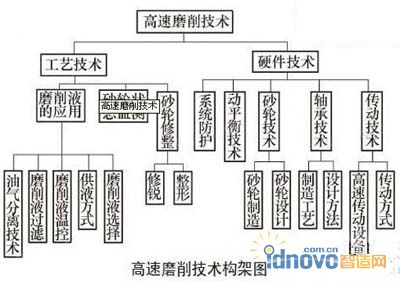
下图列出了超高速磨削技术所需的各项相关技术,其中高速轴承和高速砂轮的设计与制造是影响超高速磨削技术应用的最重要因素。
1.超高速磨削砂轮
(1)超高速砂轮的结构和制造 超高速磨削砂轮必须满足下列要求:砂轮基体的机械强度必须能承受高度磨削时的切削力;外观锋利,即磨粒突出高度要大,以便能容纳大量的长切屑;结合剂必须具有很高的耐磨性,以减少砂轮的磨损。
从超高速磨削的发展趋势看,金刚石和CBN砂轮在超高速磨削中所占的比重越来越大,所用的结合剂可以是树脂、陶瓷和金属。随着超高速磨削的进一步推广和科研的深入,新型的磨粒和结合剂也在不断的出现。
电镀结合砂轮在超高速磨削时广泛采用,其磨粒的突出高度很大,能够容纳大量的切屑,不易形成钝刃切削,对超高速切削十分有利。由于电镀结合砂轮只有一层磨粒,所以在使用过程中,不需进行修整,从而可节省昂贵的修整装置和修整工时。
最近瑞士Winterthur公司研制出一种新的CBN砂轮,磨粒的基本形状是四面体,在磨削力增大到一定程度时会产生分裂,从而形成新的锋利切削刃。磨削合金工具钢时,可有效降低切削力及切削温度;保持砂轮寿命不变时,可以提高材料的磨除率及工件的精度。近年来,由于减少了磨粒层厚度并改善了相应的制造工艺措施,日本的陶瓷结合剂砂轮已在300m/s下安全运转,单层电镀CBN砂轮的使用速度可选250m/s. 欧洲主要使用单层电镀CBN砂轮进行高速高效成形磨削和开槽磨削。美国Norton公司利用铜焊技术研究出的金属单层砂轮,其磨粒突出比已达到70%~80%,容屑空间大大增加,结合剂抗拉强度超过1 500N/mm2,在相同磨削条件下可使磨削力降低50%,进一步提高了磨削效率极限。
为了保证砂轮在整个使用寿命中保持锋利,砂轮的结构应有利于磨粒分裂,维持自励过程。要达到砂轮自锋利的目的,除了尽量降低结合剂的比例外,还要优化磨粒的空间分布。为此,可以通过计算机算出各种磨粒分裂时作用在单个磨粒上的力,从而可确定结合剂的比例。
我国至今还无超高速专用砂轮,围绕超高速磨削砂轮的设计理论及制造安装等方面的研究刚刚开始。
(2)超高速砂轮的修整 超高速单层电镀砂轮一般不需要修整。特殊情况下利用粗磨粒、低浓度电镀杯形金刚石修整工具只对个别高点进行微米级修整。试验表明,当修整器进给量在3~5μm时,不但能保证工件质量,而且可以延长砂轮寿命。
对于某些高速磨削,不仅要有高的磨削效率,而且还要有高的磨削质量(高加工精度及低的表面粗糙度值),为此,对砂轮应有一套完善的修整技术。
超高速金属结合剂砂轮一般采用电解修整,超高速陶瓷结合剂砂轮的修整粒度对磨削质量有重要影响。
日本丰田工机在GZ50超高速外圆磨床的主轴后部装有全自动修整装置,金刚石滚轮以25 000r/min的速度旋转,采用声发射传感器对CBN砂轮表面进行检测,以0.1μm的进给精度对超高速砂轮进行修整。
鉴于传统修整法的局限,人们开发了多种超硬磨粒砂轮修整法,有在线电解修整法(ELID)、双电极在线修整法、弹性修整法、超声波振动修整法和激光修整法等,其中激光修整法是解决超硬磨粒砂轮修整的一种理想方法。它具有修整速度快、工效高、节省砂轮材料、易实现自动化执行在线修整等优点。特别是与普通砂轮磨削法修整超硬砂轮相比,激光修整的超硬磨粒砂轮具有良好的磨削性能,在相同磨削条件下,磨削陶瓷时的磨削力降低10%~15%.试验已表明,金刚石修整过的砂轮产生的磨削力、表面粗糙度值与功率密度为6.0×1010W/m2激光修整的砂轮基本接近。但随着磨削过程的延续,若干磨削行程后,激光修整过的砂轮呈现更好的变化趋势:磨削力保持长时间内稳定,表面粗糙度值较低。
(3)超高速砂轮的动平衡技术 超高速磨削所使用的砂轮由于制造和调整装夹等误差,在更换砂轮或修整砂轮后甚至在停车后重新起动时,砂轮主轴必须进行动平衡。为此,高度磨削主轴必须有连续自动动平衡系统,以使在磨削时将振动降低到最小程度,从而获得较高的加工精度和较低的工件表面粗糙度值。
按照自动动平衡装置的平衡原理和不同的结构形式,砂轮自动动平衡技术可分以下几种形式:
机电式动平衡技术:20世纪80年代末,美国Schmitt Industries 公司生产出了一种被誉为:世界最先进的在线磨床砂轮动平衡系统--SBS电脑化磨床砂轮平衡系统。该系统是由微机控制微电动机来移动平衡装置内部的微小重块,从而修整砂轮的平衡量。日本研制出一种光控平衡器,通过微机控制平衡装置内部的传动机构和驱动原件来移动平衡块修整砂轮的平衡量。
液体注入式动平衡技术:德国Hofmann公司(专门研制动平衡技术及装置)提出了砂轮液体自动动平衡装置,这种装置在砂轮的法兰盘上安装容量一定的4个储水腔,均匀分布于不同象限,每个进水槽与一个与电磁阀控制的喷水嘴相对应,通过不同的喷水嘴就可向不同的储水腔注入一定量的液体,从而改变砂轮不同象限的质量,实现砂轮的自动动平衡。
液汽式动平衡技术:美国Balance Dynamics Corporation 研制成功一种采用氟里昂作为平衡介质的液汽式砂轮平衡装置。该装置的特点是结构简单,没有开口、喷嘴、阀门及齿轮等运动零件,性能可靠,不需维修,使用方便。汽态氟里昂冷却后还原为液态,保留在腔内,即使砂轮停转,仍能保持平衡状态。
2.超高速磨削的冷却润滑系统
在超高速磨削过程中,冷却润滑系统的优势常常能够决定整个磨削过程的成败。冷却润滑的功能是提高磨削的材料切除率,延长砂轮的使用寿命,降低工件表面粗糙度值。冷却润滑系统在超高速磨削过程中必须完成润滑、冷却、清洗砂轮及传送切屑四大任务。对于高精度、高速磨削还需有温度控制系统以确保冷却润滑液的温度恒定。
对于超高速磨削,需要使用7×106Pa以上的供液压力及大的流量,并选择合适的超高速磨削液供液方法,这样可使砂轮的容屑空间得到充分清洗,避免砂轮堵塞,引起磨粒发热磨损及磨削力增加。
在超高速磨削中,以实现无磨削液为目标,可实施干式(绿色)磨削方法。如风冷却磨削、液氮冷却磨削等。
3.超高速主轴和超高速轴承技术
(1)超高速电主轴技术 当前超高速磨削主要采用大功率超高速电主轴,优点是主轴惯性转矩小、振动噪声小,高速性能好,可缩短加减速时间。但从精度方面看,如何减弱电动机发热以及散热等将成为今后研发的课题。目前,德国Hofmann公司正在进行超高速磨削试验,采用最大功率为25kW的高频主轴,来实现500m/s的砂轮速度,并能在30 000r/min和40 000r/min转速下正常工作。日本一家轴承厂采用内装配伺服电动机研制了一种超高速磨头,在25×104r/min高速下能稳定工作。
(2)超高速轴承技术 高速精密轴承是超高速磨削主轴系统的核心部件。它分滚珠轴承、液体静压轴承、空气静压轴承和磁浮轴承四大类。由于滚动轴承有很多优点,故目前国外多数超高速磨床采用滚动轴承、但不可采用钢球轴承。为了提高其极限转速,常采用下列措施:①提高制造精度等级。②合理选择材料。为选用陶瓷球和钢制轴承内外圆的混合球轴承,可使其寿命提高3~6倍,极限转速增加60%,而温升降低30%~60%,其DN值达到300万以上。③改进轴承结构。德国FAG轴承公司开发的新型超高速主轴轴承,将球直径缩小至70%,增加了球数,从而提高了轴承的刚度,若润滑充分合理,其连续工作时的DN值可达到250万。采用空心滚动体可减少滚动质量,从而减少离心力和陀螺力矩。
日本东北大学开发的CNC超高速平面磨床,使用陶瓷球轴承,主轴转速为3×104r/min.丰田工机在其开发的G250型CNC超高速外圆磨床上装备了最新研制的Toyoda state bearing轴承,使用速度为200m/s的陶瓷结合剂CBN砂轮,对回转形零件进行了高效、高精度和高柔性加工。日本东芝机械公司在ASN40加工中心上,采用了改进的空气轴承在大功率下实现了3×104r/min主轴转速。日本光洋精工株式会社、德国Kapp公司曾成功地在其高速磨床上使用了磁浮轴承。磁浮轴承传动功耗小,维护成本低,不需要复杂、昂贵的密封器件,但轴承本身成本太高,控制系统复杂。德国Kapp公司采用的磁浮轴承砂轮主轴,转速可达到6×104r/min.德国GMN公司的磁浮轴承主轴的转速最高可达到104r/min以上。另外,液体静动压轴承也已逐渐应用于高速、高效磨床。
4.高速进给驱动系统
超高速磨削机床的滑台驱动系统在20世纪90年代初大多采用大导程滚珠丝杠传动和增加伺服进给电动机的转速来实现的,一般进给速度可达60m/min.为了能达到更高的进给速度,近几年出现了直线电动机驱动系统,由于它无间隙、惯性小、刚度大、速度范围宽、重复精度高和无磨损,通过控制电路可实现高速度和高驱动,在1997年进给速度已达120m/min。
美国的Anorad公司是世界上最着名的直线电动机生产商,该公司在1988年就推出了无刷直流直线电动机,并获得美国专利。公司主要生产无刷直流直线电动机(永磁同步直线电动机),最新的无铁芯LZ系列直线电动机有48种型号,作用力为350~4 000N,形成了不同结构、不同功率的一系列产品,广泛应用于各种领域。目前,国外比较着名的直线电动机生产和供应商除了Anorad公司外,还有美国的工业巨人Parker--Hannifin、Aerotech、Kollmorgen公司,德国的Siemens、Indramat公司,日本三菱、FANUC公司和瑞士的ETEL公司。
德国的Indramat公司既生产感应式直线电动机,又生产永磁式直线电动机,共50多种型号。永磁式具有高效率(最高1.72N/W)及高推力密度等特点。据报道,其产品速度能达到600 m/min,推力达22kN。
瑞士ETEL公司的永磁式直线电动机很适合做高速机床进给系统,其主要特点为:有很高的电动机常数K m,将水冷却系统整合于电动机绕组中,消除了从电动机到机床的热气流,力密度很高,可达到4.9~7.8N/cm2,加速度可达300m/s2,甚至更高,有很高的伺服刚度,在30~60Hz内为300N/μm。
三、超高速磨削技术的发展动向
(1)发展大功率的高速主轴 要大力发展大功率高速主轴,只有主轴在高转速时能输出较大的功率,高速磨削的经济效益才能充分发挥。
(2)开发适应高度磨削的新型砂轮及加工智能化技术 除研发新型的磨粒外,还必须对适用于高速磨削的结合剂及结合剂与磨粒系统的沟槽进行充分的研究。此外,对于价格昂贵的超硬磨粒砂轮,要充分发挥其生产效率高、使用寿命长的优势,应尽可能减小其消耗并提高修整效率和精度。为此,要开发磨削数据库和知识库为基础的检测系统磨削加工智能化技术。
(3) 改进现有磨床结构及开发第三代高速机床 为了尽可能降低在高速时由于砂轮不平衡引起的振动,应配置在线自动动平衡系统,以使机床在不同转速时,始终处于最佳的运转状态。为了提高生产效率及加工精度,则应采用高速、高效和高精度的直线进给驱动系统。
并联运动学机床的出现,是20世纪90年代机床设计和制造技术的一次革命性的变革,由于其有许多普通机床所不具备的独特优点,故引起了广泛的重视。并联机床作为第三代机床,要积极开发,使其逐步进入应用阶段。
(4)积极开发干式(绿色)冷却润滑技术 在超高速磨削中,要继续优化冷却润滑系统。此外,由于环保的需要,要大力开发干式(绿色)冷却润滑技术,即风冷却高速磨削、液氮冷却高速磨削等技术。
(5)高速磨削向超高速迈进 超高速磨削应用研究的下一个目标是冲破音速大关,把磨削速度提高到350m/s以上,进而使500m/s的磨削速度在工业应用上成为可能。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF