一、引言
凸轮轴是发动机中的关键传动部件,对其性能要求较高。目前,凸轮轴的生产工艺主要有三种,即切削加工、模锻、楔横轧轧制。机械切削加工方法存在生产效率低、材料利用率低、金属纤维被切断等缺点,但由于不需要大型的专用设备,工艺简单。模锻方法可以保证锻件金属纤维连续、锻件质量有保证,且具有相当的生产效率,但是模锻时存在飞边,材料利用率不高,材料利用率大致和切削方法相同。国内发动机生产厂家大多还在采用上述的两种方法生产。
楔横轧工艺是本世纪六十年代发展起来的一种生产轴类锻件的新工艺,它具有高效、节材等诸多优点,经过众多学者及生产厂家的努力,近年来在生产中得到了广泛的应用。采用此工艺生产的锻件品种已达百余种,在锻造行业发挥着越来越重要的作用。
二、6012凸轮轴的楔横轧工艺性分析
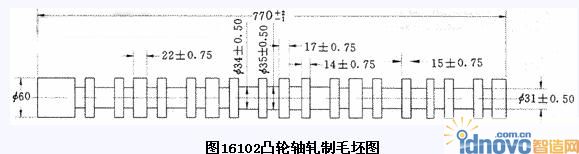
6102凸轮轴轧制毛坯如图1所示,该毛坯的断面缩减率较大,最大断面缩减率在φ31处,ηmax=1-

三、楔横轧模具设计要点
1.轧制方案的确定
轧件的最大直径为60mm,但总长及需轧制的部分都较大,所以必须选用大规格的楔横轧机,本工艺采用H1000mm的楔横轧机。为保证模具设计时有足够长的辊面利用,选用中心距为1031.47mm。该凸轮轴需轧制的凹档台肩总数为18个,为保证轧制时变形同步及两侧轧制力的平衡,起楔位置选在中间台宽17mm处,以两侧同时起楔的方式轧制。
2.工艺及模具参数的计算
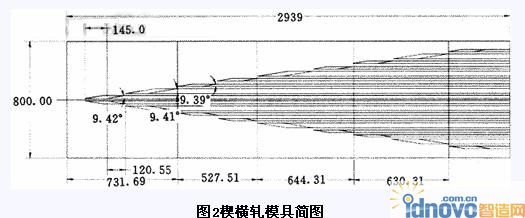
由于需成形的凹档达18个之多,H1000mm楔横轧机的辊面有限,为尽量减小各楔的长度,模具的成形角和楔展角取大值,成形角α取30°,楔展角β取9.42°,楔入段长度按公式L1=0.5(d0-d1)cotαcotβ计算,楔展段按L2=Bcotβ公式计算,经计算模具展开总长为2938.23mm,其中送料段长度取120mm。模具简图如图2所示。
3.送料机构的设计
H1000mm的楔横轧机是分体式的,轧机没有离合器与制动器系统,轧辊的转动是靠万向节带动连续转动。送料方式只能采用轴向送料,为此在上模具的最前段开有75mm宽50mm深的容料槽,送料机构能否准确及时的把坯料送到容料槽中,也是工艺能否顺利实现的关键问题之一。由于设备及工艺条件的限制,送料段的长度不可能取得过大,送料段长度取120mm,轧辊转速为6r/min,在此条件下,送料机构很难将坯料准确平稳的送入容料槽中,有时容易出现卡料情况,严重时可将模具或设备损坏。而上模具中的卸料槽对卸料不起作用,所以可以考虑利用此段的长度来实现平稳送料。具体做法是将上模具中的卸料段用钢板封上,使坯料不是直接送入容料槽中,而是在送入容料槽前在模具上有一段滑动时间,从而实现坯料的平稳送进。
4.大断面缩减率窄档直内角台肩截齐曲线的设计
楔横轧工艺成形直内角台肩时,必须在模具的相应部位加工出一条特殊的曲线,称为截齐曲线。档宽足够宽的常规截齐曲线的计算方法有多种,虽然各种算法在计算时都有不同程度的简化,但计算结果大都能满足工程上的要求。大断面缩减率轴类件的楔横轧工艺在轧制时很容易出现缩径缺陷,因此实现大断面缩减率的轧制,首先必须避免缩径的产生,而消除缩径的方法也直接影响到截齐曲线的设计计算。窄档内直角台肩的截齐曲线若按常规的方法计算,截齐曲线将延伸到楔入段,甚至把楔尖削掉,实际不可能存在这种情况。因此,大断面缩减率窄档直内角台肩的成形规律与常规的直内角台肩成形规律有着本质上的区别,截齐曲线的计算模型也完全不同。在模具的调试中,已找出截齐曲线较精确的计算方法。按此方法计算出的截齐曲线,只需少许修磨,就可得到满意的效果,从而大大减少了修模时间,缩短了调试周期。
四、经济性分析
该工艺与机械切削方法相比,具有较明显的经济优势。楔横轧工艺所用毛坯规格为Φ60×500,坯料重11.1kg,而切削工艺所采用坯料规格为Φ60×770,坯料重17.1kg,楔横轧工艺节材效果明显,材料利用率较切削工艺提高35%。若按年产50万只计算,年节材达60万吨,合人民币约100万元。
由于凹档部分直接轧出,小径及台阶的宽度精度较高,机械加工时,小径和台阶的侧面都不需加工,节约了大量的机加工工时,省掉了大量的机加费用。楔横轧工艺的生产效率很高,可达每min4~6根,而车削方法一般要8min车一根,楔横轧工艺的生产效率是车削方法的32~48倍。另外,切削工艺生产的凸轮轴,金属纤维被切断,在进行热处理时,棱角容易出现开裂,造成废品。楔横轧工艺生产的凸轮轴,金属纤维是连续的,其热处理性能大为改善,使热处理时的成品率得到提高。
五、结论
(1)采用楔横轧工艺生产多缸凸轮轴毛坯,工艺合理,技术先进,具有明显的技术经济优越性。
(2)在理论和实践上解决了大断面缩减率窄档直内角台肩的截齐曲线计算和修整,缩短了工艺的调试周期。
(3)采用楔横轧工艺生产凸轮轴毛坯,与切削工艺相比,节材效果明显,生产效率得到较大的提高,经济效果显著
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF