1消失模铸造模具CAD
1.1单缸小型柴油机气缸盖产品模型的建立
熟悉产品二维零件图纸,建构出零件的立体形状,找出零件图纸的设计基准和加工工艺基准。
(1)设计建模思路以零件图纸的设计基准为产品模型的基准,采用分块建模,整体组装(布尔运算)的技法。首先选准主模型,即产品模型的主体框架, 即将气缸盖的主壳体作为主模型;其次,将主模型以外的各个实体部分作为搭配小模块分别建模,即将气缸盖的底面、顶面、喷油器、进气道、排气道和进、排气道 的支承座、各螺栓凸台实体作为搭配小模块。主模型和搭配小模块在空间位置上的关系统一于零件图纸的设计基准。
(2)工作坐标系的应用工作坐标系是指当前绘制图形有效的右手法则--笛卡尔坐标系。它在配合有效、快捷地绘图时,可以移动、旋转和存贮,以使所画线条始终位于X-Y坐标系平面内,特征实体的拉伸、旋转始终沿着Z轴方向,并实现工作坐标系的快速定位功能。
(3)工作层的管理工作层是指当前绘图有效的画面空间,共计256层。有效地灵活使用工作层的管理,可使建模思路更加清晰,编辑线条和实体模块有 条不紊。具体操作是:将绘制各搭配小模块和主模型的原始线条按顺序分别放在不同的工作层上,并用易读易记忆的语言给各层起一个形象的层名,将用各层的原始 线条制做出的各实体模块也分别存放到不同的工作层上,并起对应的层名。这样就可以在最后组装(布尔运算)数学模型时有的放矢地调用、编辑各个组成部分。
(4)建模精度的设定在组成数学模型的各个子模块中间,既有特征造型模块,又有自由曲面(非特征)造型模块。如果在建模时,不进行有针对性地设置 建模精度,往往会导致特征造型的模块与自由曲面造型的模块进行布尔运算时出错,致使建模失败。为此应将自由曲面建模精度高于特征建模精度1~2个数量级。
(5)产品模型的建立以零件图纸为依据,以建模思路为导向,以工作坐标系的应用、工作层的管理和建模精度的设定作为技术手段,即可建立气缸盖产品模型。
1.2铸件模型的设计和模片的切取
(1)铸件模型的设计对气缸盖产品模型进行比例缩放,将产品模型放大1.013倍,在放大后的模型上设置加工余量,用建模的技法对各加工面建出加工余量(这里定为2mm)的实体,并与模型相叠加。最后,对铸造圆角进行建模。这样就建立了铸件泡沫模型。
(2)模片的切取根据制模机的起模方式(我公司用的是水平分型,上、下起模的方式)和模型结构,以利于起模,利于胶合和整体美观为原则,将气缸盖铸件泡沫模型切成4片,见图1。
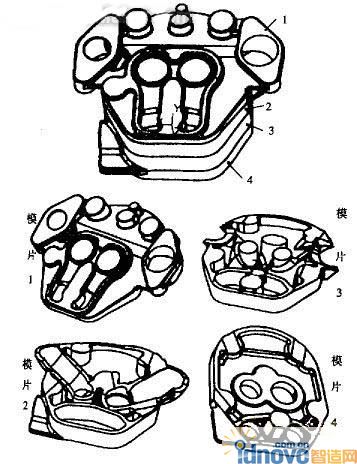
图1铸件模型(1次分配模片切取分布图)
1.3设计模具型腔和模板结构
(1)设计模具型腔对从铸件泡沫模型上切取的模片进行2次分配,使之分别成为上、下模板型腔的1部分。首先,运用CAD做 出2次分配的切割分型面,具体做法是:对于模片上能够完全向上或完全向下起模的部分,可以直接切取该部位的模片,并可得到切取时用的局部切割分型面;对于 模片上沿单1方向无法取模的部分,必须找出这1部分模片的最大轮廓线,按此轮廓线做出切割分型面,以使用此切割分型面切出的模片可分别能在上、下两方向起 模;最后根据加工特性,设计出连接各局部切割分型面的过渡分型面和模板分型面平面,将局部切割分型面、过渡分型面和分型面平面缝合起来,就得到2次分配模 片的切割分型面。其次,将模片与1个大小适中的实体方坯作减,再用2次分配切割分型面将作减后的方坯切开,即可得到对应的上、下模板型腔结构。
(2)设计模板结构根据制模机上、下蒸气柜上的模具安装型板的规格,规范上、下模板的外围尺寸。在上模板上设计出喷枪支承结构、气塞安装孔、溢气槽、溢气孔,模板安装螺栓孔和模板定位套、导向套安装孔。在下模板上设计出气塞安装孔、溢气槽、溢气孔和模板定位销、导向销安装孔。
1.4设计胶合模板
胶合模板是用于模片胶合的。进行设计时,可先从模片结合面上抽取表面钣金,对该表面钣金进行剪裁,使模片的周边胶合宽度为2.5mm,切掉多余的 粘胶面。这样既能节约用胶,又能防止多余的胶挤出时造成浇出的铸件披缝过大。然后拉伸剪裁后的胶合面成一实体,在实体底部相应地设计出与胶合机安装板相吻 合的支承板,见图2。(这里用于拉伸的剪裁面要缩小1.012/1.013倍)
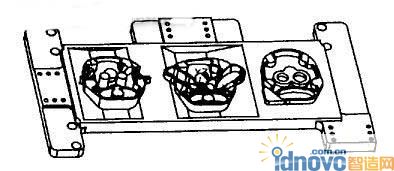
图2模片胶合板
1.5设计靠模板
靠模板是用于支撑并吸附模片以利于模片结合面浸胶。设计靠模板时,可将模片的对应制作模模板缩小1.012/1.013倍,模板的周边按照胶合机上靠模支架的规格修整,并将模具型腔内的分型面高度铣掉2mm,以使模片的结合面凸出,防止靠模粘附多余的胶液。最后设计出真空吸附喷嘴的安装孔。
2消失模铸造模具CAM
CAM提供了1种交互式编程产生精确加工轨迹的方法,通过模块可以建立1种称之为刀具位置源文件的刀具轨迹文件。还可以通过观察刀具运动来图形化地编辑刀轨,并进行图形化地修改;刀具位置源文件也可相应地发生改变。最终的刀具位置源文件经过后置处理即可被加工中心接受,用于加工。
1个刀具位置源文件的生成主要有以下几个步骤:①选定合适的加工坐标系;②选定合适的刀具;③选定合适的加工模块及相应的加工参数,这是整个工作的难点和关键。
以图1作为CAM的范例,来阐述CAM在消失模铸造模具加工制造过程中的应用。图3是加工制造流程。
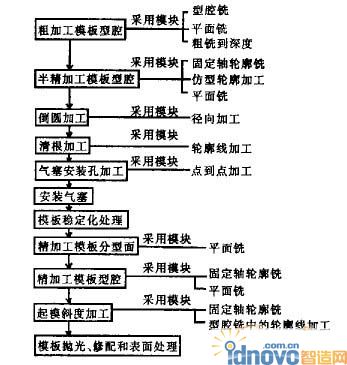
图3消失模铸造模具加工制造流程图
2.1粗加工模板型腔
采用容差型型腔铣加工方法。它可以规定多个切削深度范围,每1个范围又划分为等深度的多个切削层。对每1个切削层,它能在复杂的型腔表面上自动产 生可视化的跟踪和切削轨迹,在1个平面切削方式下完成每1层的二维加工。它可同步加工多个内腔或按定义顺序加工。它还能自动处理型腔内部多个岛状凸台。刀具可以沿1个进刀矢量斜向、直插或螺旋下刀到各新的深度层。图4为选取的2个有代表性刀具轨迹横断面顶视图。
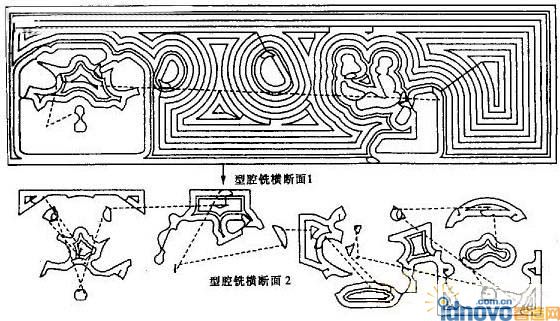
实线--刀具轨迹实际工作路线虚线--进刀、抬刀或中间换刀路线
图4刀具轨迹横断面顶视图
2.2半精加工模板型腔
选用固定轴轮廓铣加工方式。它是利用驱动点生成刀具轨迹,驱动点由驱动几何体生成。一旦生成了驱动点,即可通过这些点到零件几何体生成投影矢量。刀具沿着这个投影矢量移动直到接触零件体。这个最终的刀具位置称为输出的刀位,所有驱动点处的刀位坐标组成CLSF,即刀具定位源文件。具体操作步骤是:①加工坐标系选定在模板的对称中心处的分型面上。②刀具选定为 6mm直径的高速钢球刀。③加工模块选定为固定轴轮廓铣,走刀方式选定为Z字形式。刀具步距选定为0.05mm。刀具进给速率设定为430mm/min。刀具走刀方向选择了顺沿气道流体方向,加工出的模具表面光洁。
2.3倒圆加工
选用径向加工的方式。径向加工模块是1项功能强大的倒圆加工技术,它使加工工件的倒圆部分能最大程度地反映设计原型,而且操作简便。具体使用该模块时,要将与倒圆钣金相邻接的其余钣金面也选做为加工零件面,然后再用定义的边界参数确认刀具的有效加工范围。这样做可以有效地防止过切现象的发生。
2.4安装气塞
气塞是蒸气进入模具型腔的通道。其规格依据产品类型而定,对小型单缸柴油机气缸盖模具而言,选 4mm和 5mm直径大小的规格,每道气隙宽约0.18~0.22mm,气隙的加工选用线切割。 气塞的材质为LD10,气塞安装孔的加工选用从点到点加工方法。气塞安装前,要进行预处理:将熔融的松香灌入气塞气隙缝内,冷却、固化。这样做可以防止在 加工过程中出现的气隙挤压变形和铝屑堵塞气隙的现象。待模板加工完成后,把模板浸入丙酮液池中,全部清除掉里面的松香。
2.5模板稳定化处理
加工引起模板发生不同程度地形变是很难避免的。因此,在对模板进行精加工之前必须进行形变矫正和尺寸的稳定化处理。具体操作是:做一块反变形垫 板,其反变形量是模板实际变形量的1.9倍,将形变模板按对应关系放置于反变形垫板上,用压板紧紧地将模板与垫板压合在一起,进行热处理。采用稳定化回火 处理工艺,加热温度280℃,保温3h,随炉冷却至室温。
2.6精加工模板分型面和模板型腔
选用平面铣加工方式加工分型面。用选定的边界作为轮廓产生二维的刀具轨迹。参照半精加工模板型腔的方式进行精加工。刀具选定为 4mm直径的硬质合金键槽刀,走刀步距设定为0.01mm,切削进给速率750mm/min。
2.7起模斜度的加工
选用型腔铣模块中的轮廓加工方式。在编辑生成刀具位置源文件时,定义的刀具是带有锥度的,其锥度大小与起模斜度相同。在加工中心上实际运行程序加工模板时,将刀具换成同样大小直径的键槽刀。
3消失模铸造模具CAD/CAM综合应用
消失模铸造模具的平均壁厚为9mm。如果按照常规的CAD进行建模时,模具的正面型腔和背面形状都要完整无缺地建构出来。这样要花费很长的建模时间。如果综合应用CAD/CAM,就会省去很多不必要的建模工作量。比如说,已经利用CAD建起了上模板的正面型腔,上模板的背面型腔就不必再作建模工作了。这时就可以借用CAM加工模板留余量的方式,以上模板的正面型腔为加工零件面,零件面留下余量9mm,从上模板的背面运用CAM中的型腔铣加工模块,就能设计出模板背面形状的加工轨迹。这样做,既缩短了模具开发周期,又节约了计算机的存贮空间。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF