凡是在CAM软件能够充分利用机床功能的地方,应该能够识别特殊的项目,以此给用户带来利益,并最大程度地开发和发挥铣床的潜力。
撰写本文的目的是为了超越一般性的论述,并区分出特殊的项目,通过CAM软件利用机床的各种功能给用户带来更多的利益。
CAM系统对您后处理器的认知达到了怎样的程度?
许多CAM软件可用于生成刀具路径的工艺数据和编写中性格式的输出文件,例如APT CL数据。然后通过一个外部的后处理器程序,将中性数据转换成机床专用格式,其焦点集中在机床的动态特性和控制系统信息上。当然,这种传统的工艺已经成功地在实际中得到了应用。然而,刀具路径计划与后处理步骤之间的脱节,意味着后处理器无法接近机床功能的某些信息。同样,CAM程序往往是与目标机床的具体细节互相分离的。在多轴应用领域中,采用集成后处理器技术的好处是:能够使其在多轴应用领域中更加生动。
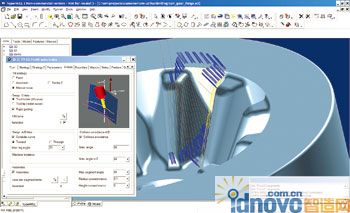
图1 图像模拟,图中所显示的蓝色部分随着轴线的方向而变化
局部编程坐标系统
附加信息可以从CAM系统传递到后处理器中,以帮助提高机床的性能,通过这个例子可以对局部编程坐标系统进一步描述。大部分CAM系统是通过对局部坐标系统或框架的定义,在任意方向上对简单的几何图形进行操作的。例如一个孔径、型腔隐窝和雕刻的字母,其编程也是在这个方向上产生的。然后对后处理器作出必要的调整,这样经过后处理的加工指令被转换成相应的定义零件原件,并作为机床的参考值。那么您的后处理器了解零件设置坐标系统(NCS)和局部坐标系统框架吗?对于许多机床的控制器而言,可以利用这个信息和固定循环进行2D编程。
多轴钻孔模式的连接功能
另一个例子与CAM软件有关,它具有与多轴钻孔模式的连接功能。如果CAM软件知道机床的控制具有中心点管理功能,那么这些钻孔顺序之间的连接路径(一般按照预定的安全位置移动)就会利用这种控制能力,再加上一条同步化碰撞检查连接路径,使刀具接近工件,防止其发生碰撞或避免因连续向安全区运动而造成加工周期的延长。有了这种信息以后,就可以使机床的工艺得到更好的保证,机床的性能也能进一步提高。
CAM系统对您机床的了解究竟能达到什么水平?
由于机床的大小、功率、应用目的,以及其他的限制和局限性等问题,所以机床具有不同的功能,针对这些不同的情况,制订不同的应用策略,这对CAM软件系统来说是很有帮助的。
其中,有一个最终用户可能拥有用于生产大型模具的设备,以及生产电极用的小型高速加工机床。因此,在一个工厂里可以配置多台生产能力不同的铣床。
CAM软件可以将焦点集中在工业元件上,而市场希望看到不同的类型,但却具有广泛基础的解决方案,其中在实例中所提到的最终用户,可使用一种能够适合于各类机床和应用范围的软件产品,以提高机床的加工性能。

图2 采用多轴分度方法生产的锻件,可采用硬态铣削加工
5轴加工
在5轴加工中心中,可明显地找到它们的某些不同特性。它们之间的区别非常明显,例如动力布局,无论旋转轴是否带有刀具;无论旋转轴是如何设计到机床之中的,无论各轴之间是否相互垂直或呈现不同的角度。
5轴加工确实是一种强有力的加工方法,对改善工具、减少工件的调试装卡次数和提高表面质量有很大的好处,并允许刀具接近复杂的几何形状。但从处理大质量(如机床和零件)时的复杂动力学原理角度来看,采用全5轴模拟解决方案并不能很理想地适用于每个应用领域。
4+1加工工艺
在许多模具应用领域中,用户可以通过寻求固定支撑轴,并积极利用旋转轴的新解决方案来获得5轴加工在工装和调试中的更高效能。这种工艺称为4+1加工工艺。除了提高机床的动态性能之外,一般来说,这种工艺也充分利用了机床上旋转轴(C轴)的较高性能优势。
模具元件常常带有小半径的特点,从而能够生产出带有圆角和边缘的成品零件。从经验来看,这些特点是由附加的EDM工艺造成的。今天,这些特点往往采用5轴机床加工。生成这些特点所要求的小直径刀具达到的效果,是采用延伸长度较长的长刀具所不可能达到的。对于小直径刀具,如果其长度较短并带有较粗的锥度轴,那么其加工性能就能得到进一步的改善。一般来说,使用5轴加工能够适应和满足粗轴加工工具的需要。
3+2加工方法
不管情况如何,但通过限制主动轴的数量仍然可以提高刀具及其加工性能。上面提到的4+1加工工艺,可以利用机床的高速旋转轴。一种称为多轴分度的加工则是将 5轴程序简化分解成3+2的加工片段,从而进一步简化机床的动态特性和刀具稳定性。由于其在复杂的零件内具有一个固定的刀具方向,因此通用化的3+2加工法就可产生逐步解决问题的方案。多轴分度工艺提供了一种随机应变的工艺,允许机床从一个编程工作来管理多个片段,并重新调节它们之间的方向。
在某些应用领域中,例如沿着复杂型芯或型腔壁上下运行的刀具,其每一个独立的刀具路径行程都可能有一个与其前后不同的3+2解决方案。当刀具在走刀过程中的空程过渡运行时,会发生5轴再次转向。因此,这种工艺能够以一个程序中的固定角度加工方法对整个型芯或型腔进行全面的硬态铣削加工。
巧妙地采用多轴加工就可以提高机床的性能,而应用经过实践考验的3+2工艺,可以保证优质的表面质量和延长刀具的使用寿命。
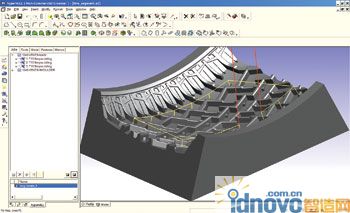
图3 这个轮胎模具上的通气孔是在一次性加工中完成的。加工时,在多轴孔方向之间,采用短距离收缩和同步化运动的方式
CAM系统对您CNC控制系统的了解达到了什么样的程度?
在工件放入机床加工前,先进的CAM软件不但具有识别其可能发生碰撞的能力,而且还可以避免发生这些碰撞。当鉴别出可能发生碰撞的现象时,可以选择多种刀具的移动方向,并发出一条非干扰指令。软件应当应用一些什么样的规则呢?所有的非干扰位置都是平等创建的吗?曾经应用过这样的范例来解决这个问题:询问一位经验丰富的机械师,他将会搜索全部机床主轴的平稳性,避免空间过紧,并将搜索的范围限制在控制范围内,避免脱离实际的潜在解决方案。
关键原理
在CAM软件中包含的关键原理是根据两个旋转工作台的性能,避免发生相互碰撞的运动,避免潜在的位置远离基线(干扰)的解决方案,防止偏离方向的指令与邻近的指令互相混淆,保证机床顺利平稳地运行。
首先,认识到机床的旋转轴可能会有不同的规格,通过对动态轴更加快速地移动,会更好地解决干扰问题。
避免潜在位置远离基线的解决方案,将有利于消除潜在的大角度偏离邻近各点,因为这种情况可能会导致对刀具的长度提出额外的要求,并会降低刀具的动态特性。
而且,大方向的偏离将可能会导致旋转轴运动的突然变化,并会提出超过主轴能力的加速要求。
当接受命令的NC指令中含有高加速轴的运动时,CNC数控系统的预测功能将会通过其内部的补偿,试图解决这些问题。控制系统往往会降低进给速度,并将其作为一种手段,使加速度降到可达到的水平。这种工艺可以挽救边缘性指令,但不会使机床发挥最佳性能。
特别是在向避免碰撞提出挑战的情况下,CAM软件解决方案必须能生成平稳的指令,这样控制系统就不会提出过分的要求。其目的是为了创建能够让机床执行操作的CAM软件。
通过对这些系统的了解,并让这些机构与工艺步骤的能力共存,CAM软件系统就能够对机床和控制系统中的下游工艺性能产生正面的影响。5轴加工并不是一个具有挑战性的工艺,但只要采用一个设计合理的软件系统,就能够获得很好的5轴加工性能。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF