作为透平机械的关键部件,整体式叶轮广泛应用于航空航天等领域,其加工技术一直是透平制造业中的一个重要课题。从整体式叶轮的几何结构和工艺过程可以看出,加工整体式叶轮肘,加工轨迹规划的约束条件比较多,相邻的叶片之间空间较小,加工时极易产生碰撞干涉,自动生成无干涉加工轨迹比较困难。因此,在加工叶轮的过程中不仅要保证叶片表面的加工轨迹,还要满足几何准确性的要求,而且由于叶片厚度的限制,要在实际加工中注意轨迹规划以保证力日工的质量。
英国DELCAM公司的PowerMILL软件,在航空航天工业五轴加工中已有多年应用历史,其技术与服务己很成熟,以其功能强大及易操作性的特点,广泛应用于航空航天、汽车、船舶、内燃机、家用电器、轻工产品等行业。
五轴加工的优点
五轴加工的主要优点是仅需一次装夹定位即能完成复杂形体零件的全部加工,可以节省大量的加工时间。PowerMILL定位五轴加工时,主轴固定在一系列方向进行加工。此外,PowerMILL还提供了连续五轴加工的功能,允许运用多种加工策略和全系列的切削刀具,在复杂曲面、实体和三角形模型上产生连续五轴刀具路径,而且全部刀具路径部经过过切检查和机床仿真,从而保证了人员及设备的安全。
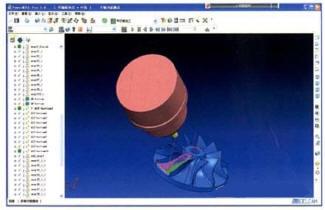
图1 高尔夫球籽式进退刀工艺
五轴加工是高科技加工的重要体现,在软件技术、机床技术、刀具技术快速发展的今天,随着设备价格的大幅下降,五轴技术逐步进入企业。PowcrMILI新增的自动避免碰撞功能使自动五轴编程成均现实,使用此功能,PowerMILL可以按照编程人员设定的碰撞间隙自动调整刀轴,在三轴加工不到的部位自动避让刀轴,在三轴不会产生碰撞的部位又自动恢复三轴加工状态,这样可以保证用尽可能短的刀具进行加工,不但提高了加工的刚性,而且增大了加工范围。
PowerMILL在叶轮加工中的应用
目前国内外在叶轮制造方面都有很大的进展,国内大多数叶轮的生产厂家在复杂叶轮制造技术方面同国外相比还有一定的差距。本文就使用 PowerMILL7.0对叶轮进行力II工轨迹规划作一说明,其基本加工工艺流程的制订以叶轮的几何结构特征和使用要求为依据,具体内容包括:
1准备毛坯
材料为锻铝件,经车削加工制成回转体的基本形状,可以减少数控加工的时间。
2刀具
从粗加工到最终的精加工均采用不同规格的球头刀或锥度球头刀,本例中采用R6,R3球头刀和R2全锥3°的锥度球铣刀。
3加工工艺安排
(1)装夹:采用芯轴装夹定位,也可以考虑在毛坯上制出键槽进行辅助定位,并制作适应芯轴定位装夹的专用工装;
(2)找正:打表找正或采用寻边器。

图2 五轴自动避让编程
4 粗加工流道部分
(1)采用3+2定位五轴加工,尽量减少联动轴数,提高加工的稳定性。采用三维区域请除策略,粗加工留余量O.5mm,下切为3mm,主轴转速 8OOOr/min,进给速度为1200mm/min。采用赛车道加工,光顺余量,下切方式为螺旋,充分发挥高速加工的效率。
(2)在流道较窄的地方,采用3+2定位五轴加工,也可考虑采用五铀联动方式加工,好处是可以给后续的加工留下更均匀的余量,缺点是联动时切削不如定位五轴稳定。
5 粗加工叶片
选取要粗加工的叶片,PowerMILL会自动判断刀轴方向,自动避让旁边的叶片干涉。
6 进行合理的人工时效
可做去应力时效处理,这样可以改变工件表面的化学成分,赋予或改善工件的使用性能,以改善工件的内在质量。
7 二次粗加工
半精加工流道部分,采用五轴联动加工,留余量O.2mm,给精加工留更均匀的余量,保证后续加工切削稳定,在此加工中,采用曲面投影策略。
8 半精加工叶片
使用SWARF加工方式,刀轴为自动判断,留O.15mm余量,给精加工留更均匀的余量,保证后续加工切削稳定。
9 精加工流道
采用曲面投影方式,要注意曲面的经纬线分布及曲面的投影质量,这将直接影响刀具路径的质量和加工的表面质量。
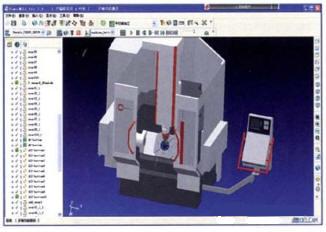
图3 五轴碰撞仿真
10 精加工叶片
叶片精加工可采用SWARF加工方式,也可采用曲面投影方式。在本例中,由于叶片的由而是用直纹面构成的,用SWARF加工方式比较方便。
完成所有的程序后,可以先做一次机床仿真,检查编制的程序是否有过切、碰撞的情况,把所有可能会出现的意外情况杜绝在上机加工之前,以保证人员和设备的安全,然后作NC程序输出。
难点分析和解决方法
1 制作薄壁件
由于口|片很薄,在半精加工和精加工时尽量采用逐层切削的方式,甚至可以先加工叶尖位置,保证加工时叶片还有足够的强度,然后再对叶片进行加工。如果2个相邻叶片之间有足够的空间,在加工过程中可以考虑留阶梯状余量,比如把叶片等分成3段,上段留O.5mm余量,中段留1mm余量,下段留1.5mm余量,这样可以保证加工叶片七部时底部始终有足够的强度支持,虽然这样将大大加大编程的复杂程度和编程时间,但可以提高加工的质量。
2 根部加工安全问题
PowerMILL通过曲线的刀轴控制方式来保证情根时刀具路径是顺着叶片根部前行的。可以提供零件的过切检查、刀柄刀杆的碰撞检查以及机床的加工仿真和碰撞检查功能,保证加工过程的安全性。
数控加工的发展趋势
随着数控加工技术的不断发展,五轴和高速加工必将成为主流。现在,越来越多的厂家采用五轴机床进行产品的加工,这一方面可以提高加工效率,缩短生产时间; 另一方面可以提高叶片的加工质量,减少钳工的工作量。而高速五轴机床能否发挥官应有的效益,CAM软件的选择非常重要,在五轴及高速镜削加工领域可供选择的众多CAM加工软件中,PowerMILL无疑是更专业的产品。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF