关于车铣复合加工
车铣复合设备不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装卡,加工的精度更容易获得保证,同时大大缩短了生产过程链。而且只需把加工任务交给一个工作岗位,这样不仅使生产管理和计划调度简化,而且透明度明显提高,无需复杂的计划系统就能够迅速解决所发生的事情并使之优化。工件越复杂,它相对传统工序分散的生产方法的优势就越明显。此外,尽管完整加工机床的单台设备价格较高,但由于过程链的缩短和设备数量的减少,车间占地面积和设备维护费用也随之减少,从而降低了总体固定资产的投资、生产运作和管理的成本。
车铣复合机床的发展,也对CAM软件提出了更多的要求,复杂的车铣复合设备用传统的手工编程是很难实现的,并且效率很低。很多传统的以铣削为发展方向的CAM软件也是无法完成这种类型的编程。而EdgeCAM软件顺应机床发展形势,支持这些多主轴、多刀塔的车铣复合设备。以下就以一个带B轴的车铣复合的加工实例,向大家介绍EdgeCAM软件在车铣复合加工过程中如何利用B轴来加工型腔和孔。
EdgeCAM车铣复合B轴实体加工实例:
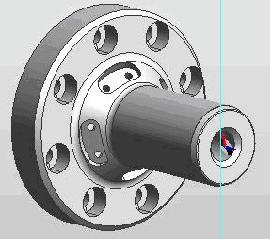
本工件包含的普通 2 轴车削部分要加工,需要明确的是还有锥面上的四个型腔需要铣削。因为篇幅原因,普通2轴车削以及C轴方向的孔加工比较简单,本文就不做介绍了,我们只关注EdgeCAM的B轴功能如何应用于此例。
EdgeCAM具有非常出色的实体读入能力,在直接读取相应的模型后,就可以通过创建毛坯、基本的2轴车、C轴孔加工等操作完成大部分的加工。当需要加工锥面上的型腔和孔的时候,就需要使用B轴功能了。首先在相应的特征上新建坐标系(CPL)。
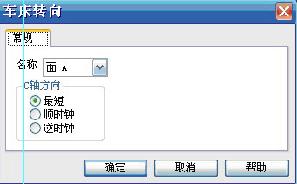
坐标系(CPL)在EdgeCAM的B 轴加工中是必不可少的,数控机床相关点的计算是由 CPL 得来的。由于B轴加工有其自身的特点,建立新坐标系(CPL)可以对B轴转角进行控制同时也达到了控制X、Y和Z输出值的目的。
● ![]()
名称 — 面 A
平面 — 曲面法向
工作平面 — 铣(XY)
原点 — 选择

● 选择孔所作在的面,当提示选择坐标原点时选孔中心点,建立新的CPL(坐标系):

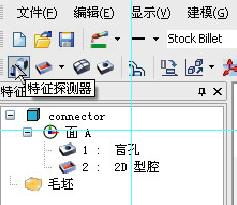
● 打开特征浏览器,寻找型腔和孔特征,EdgeCAM会自动寻找特征并用列表形式显示在浏览器中。EdgeCAM基于实体加工的优势对编程者有很大的帮助,软件可以自动查找到需要加工的特征,并将特征参数带入后期的加工,避免输入过程和输入参数的错误。
● 在其他的四个面上重复上述步骤,分别建立CPL B面、C面、D面。
● 点击屏幕右上角 ![]()
*EdgeCAM软件的后置程序是开放的,用户可以跟据机床的情况,通过调整后置的参数和格式来配置自己的后置模板,并自动编译生成用户特定的后处理模板。需要说明的是,EdgeCAM的车铣复合是在车削环境下进行的,他的后置也是通过配置车床后置模板实现的,具体后置的配置请参见其它文档。
● 从EdgeCAM的三维刀具库中,选择?4mm立铣刀。
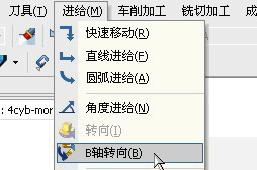
● 选择“B轴转向”命令,使刀具角度与孔角度一致,设定坐标系为“面 A”。
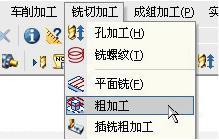
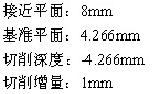
● 建立粗加工循环,设定参数如下:
● 选择全部实体,单击右键;选择加工边界,单击右键并生成刀具路径:

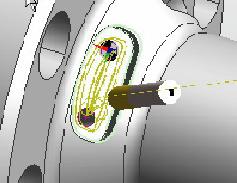
● 进行仿真加工并观察刀具路径,在进行仿真时要确保毛坯层已开启。
● 重复以上步骤,以B面、C面、D面 为坐标系加工型腔。
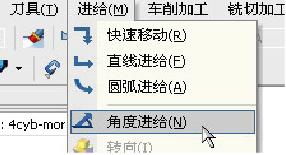
● 将夹盘调零,在“进给”菜单中选择“角度进给”:
● 点击![]()
● 在刀具库中选择?3mm 钻头。
● 选择“B 轴转向”命令,使刀具角度与孔角度一致,设定坐标系为“面 A”。
● 建立钻孔循环:
● 重复以上步骤,以“B面, C面 和 D面”为坐标系加工盲孔。
● 将夹盘调零 (在“进给”菜单中选择“角度进给”):
● 点击![]()
● 进行仿真加工。
通过以上步骤,我们就完成了一个简单的B轴实体加工的例子,通过这个例子,我们可以看到,EdgeCAM基于实体加工的方式在复杂车铣复合加工过程中具有的简单、方便、快捷的特性。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF