 随着各种不同的数控加工设备广泛应用于工业领域,各种先进的数控加工理论和方法需要基于硬件进行本地化的实际应用,才可以发挥出硬件的潜在效能。本文就是研究美国Tarus公司出产的TPMIILI 146五轴油泥铣床的五轴加工技术,以此拓展机床的效能。
随着各种不同的数控加工设备广泛应用于工业领域,各种先进的数控加工理论和方法需要基于硬件进行本地化的实际应用,才可以发挥出硬件的潜在效能。本文就是研究美国Tarus公司出产的TPMIILI 146五轴油泥铣床的五轴加工技术,以此拓展机床的效能。
1 TPMILI146的特点
1.1硬件的特点
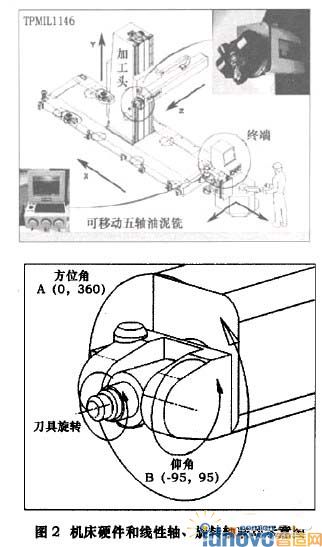
图1为,MILI146油泥数控铣床和进行整车油泥加工的照片;这是一台便于移动的一体式加工中心,具有优良的无线操控性能和较高的精度,它是为了适应汽车造型设计中油泥模型数控加工需求而专门开发的加工平台。在硬件上这台设备具备了五轴加工功能。因为现代汽车造型设计曲面越来越趋于复杂,五轴加工功能恰好能适应这种复杂曲面加工的需求。
如图2所示,X/Y/Z为三个线性轴,与Powermill定义一致;A轴为主动轴,B轴为从动依附轴,与Powermill对应的工作角度范围的名称分别为Azimuth angle(方位角)和Elevation angle(仰角)。

1.2控制软件的特点
SpudNT是设备终端控制软件,有较强的数控编程能力。采用其三轴加工功能,程序生成速度比较快,且软件与硬件结合紧密。但在五轴加工方面,该软件功能比较弱,编出的程序加工速度极慢,不具备可用性,五轴加工的潜能没有得到发挥;3 +2轴加工时,刀轴方向变化不能实现连续加工,因此对于不同加工角度,都是手动控制;另外,软件还缺少碰撞分析和加工预览等功能,因此操作过程中碰撞事故较多,只是因为油泥材料比较软,没有损坏机床。
2使用Powermill解决问题的思路
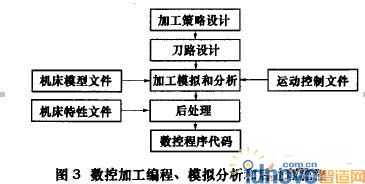
CAM软件提供的数控编程和后处理一般流程如图3 .Tarus TPMIL1146拥有先进的五轴加工性能,结合先进的编程软件可以充分发挥出它的优势。我们选择了Powermill软件进行了五轴加工的尝试。
首先要解决的是加工策略问题,我们需要研究五轴加工的特点和主要加工方法,找出真正能够提高加工效能的加工方法,用以指导以后的刀路设计;对于刀路设计是软件应用的问题,本文不提及。
其次是要实现加工过程模拟和碰撞分析,除了系统提供常规的刀具和夹具仿真,主轴的联动也需要模拟出来,以观察更加真实的模拟加工结果,提高程序代码可靠性。
最后需要实现程序代码在SpudNT上的可用性,因此要对Powermill刀路轨迹输出的程序进行后置处理,同时输出的程序要涵盖五轴功能。
3问题的解决
3.1加工策略
随着数控设备五轴加工功能的普及,软件五轴加工功能也发展得越来越强大。我们一一研究了这些加工方法的优缺点。
3+2轴:它是通过对多个方位角度的3轴加工步骤进行连接而成的加工方法。它在实际数控加工中使用频率很高,这种加工方式效率比目前五轴程序效率高出不少。
点/直线投影加工:刀具轴线通过特定的点/直线。这种方法对凹凸变化复杂的汽车表面,往往难以做到大范围的走刀,但在凹陷区域或单曲面、球面可充分利用其优越性.
曲面投影加工:刀具轴线根据曲面法线来定义。使用这种方法时,若工件表面复杂,使用工件表面法线定义刀轴,效率低且不安全;Powermill中可以定义参考曲面,刀轴垂直于参考面,采用简单曲面作为参考,可以简化刀轴的方向变化,很实用。
分析表明,采用以下策略有利于效能提高:运用3+2轴方法,进行大跨度加工;局部复杂区域采用点/线/曲面投影加工;刀路设计好之后,在工步之间实现自动连续走刀。因每一种加工方法都有自身独特的优势,需要根据实际情况进行优化组合。
3.2加工过程模拟和碰撞分析
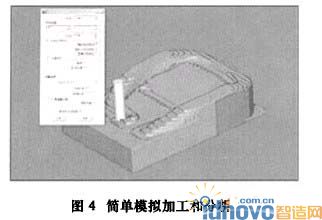
加工过程模拟是很重要的一个环节,通过它可以分析得出刀具与工件碰撞的情况,并获得改进的建议。图4为Powermill软件进行模拟加工和碰撞分析的截图,它的局限是不能模拟主轴联动部件的情况,因此大部分条件下不能再现真实情况。
为此需进行第二步工作,建立机床模型文件,编制运动控制文件,利用Powermill的动态模拟工具进一步实现更为逼真的机床主轴联动模拟。
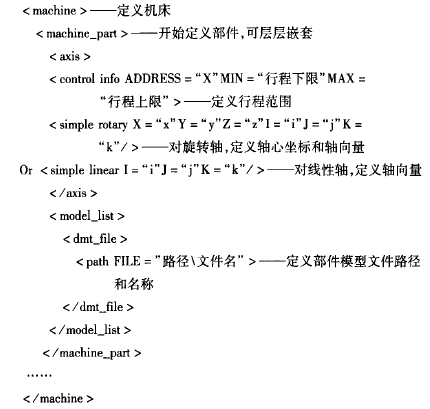
首先,使用建模软件建立机床模型,转换成Powermill可识别的dmt格式。然后,编制运动控制文件。下面就是编写好的机床部件运动控制文件(Mtd格式),采用主动部件嵌套从动部件的方式组成联动机构。
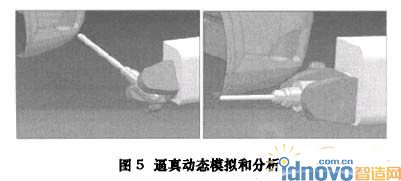
运用编制好的机床文件,可以得到真实模拟加工的结果。图5为一简单实例二这个模拟分析过程可以真实模拟可能出现的情况,从而提高自动化生产运行安全性。
3.3后处理程序编写
SpudNT提供了CNC和APT两种NC程序文件格式输入,其中CNC程序是Taros专有的格式,与通用的CNC程序有很大差别;而APT格式也是一种变体。对于Powermill编出的程序需要对应五轴后处理程序。
下面就是编写好的部分后处理文件,稍加解释。
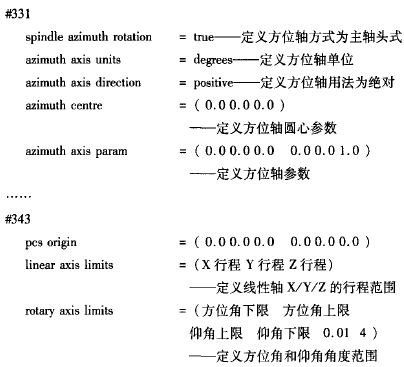
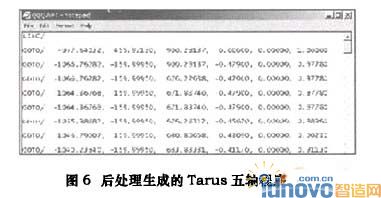
利用这个后置处理程序,实现了Powermill五轴程序与TPMILI146机床控制软件的对接,从而可以充分发挥这台设备先进的五轴加工潜能。图6是经过该后处理程序转换之后的五轴数控加工程序。
4结语
Tarus TPMILI146油泥数控铣床在硬件上具有先进的五轴加工能力,而其控制软件却无法实现有价值的应用。使用Powermill软件可以充分挖掘设备五轴加工潜能。为实现这个目标,首先,通过研究五轴加工的常用方法,提出采用3+2轴和五轴结合的加工策略;然后,建立机床模型文件并编写相应的运动控制文件,开发机床加工更真实的模拟功能,以提前预知加工中可能出现的问题,为连续自动加工打下安全基础;第三步,编写涵盖五轴功能的后处理文件,实现Powermill与设备完全对接。
当今,我国引进的先进设备越来越多,但往往因为使用人员缺乏深人挖掘意识,使设备潜能不能得到充分的发挥。这项工作的目的是实现设备本地化和效能最大化。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF