长期以来,困扰广大模具设计人员的主要问题就是较长的模具开发设计周期,特别是对于某些特殊复杂的板料成形零件,甚至制约了整个产品的开发进度,而板料成形CAE技术及分析软件的出现,有效地缩短模具设计周期,大大减少试模时间,帮助企业改进产品质量,降低生产成本,从根本上提高了企业的市场竞争力。
一、 前言
计算机辅助设计技术以其强大的冲击力,影响和改变着工业的各个方面,甚至影响着社会的各个方面。它使传统的产品技术、工程技术发生了深刻的变革,极大地提高了产品质量,缩短了从设计到生产的周期,实现了设计的自动化。
板料成形是利用模具对金属板料的冲压加工,获得质量轻、表面光滑、造型美观的冲压件,具有节省材料、效率高和低成本等优点,在汽车、航空、模具等行业中占据着重要地位。由于板料成形是利用板材的变形得到所需的形状的,长期以来,困扰广大模具设计人员的主要问题就是较长的模具开发设计周期,特别是对于复杂的板料成形零件无法准确预测成形的结果,难以预防缺陷的产生,只能通过经验或类似零件的现有工艺资料,通过不断的试模、修模,才能成功。某些特殊复杂的板料成形零件甚至制约了整个产品的开发进度。
板料成形CAE技术及分析软件,可以在产品原型设计阶段进行工件坯料形状预示、产品可成形性分析以及工艺方案优化,从而有效地缩短模具设计周期,大大减少试模时间,帮助企业改进产品质量,降低生产成本,从根本上提高企业的市场竞争力。
板料成形CAE技术对传统开发模式的改进作用可以通过图1 和图2进行对比。
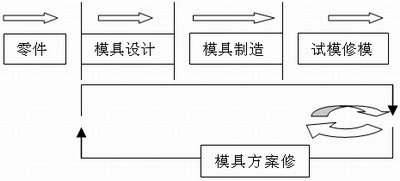
图1 传统板料成形模具开发模式
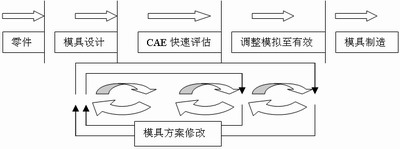
图2 CAE 技术模具开发方式
通过比较,就可发现板料成形CAE技术的主要优点。
(1)通过对工件的可成形工艺性分析,做出工件是否可制造的早期判断;通过对模具方案和冲压方案的模拟分析,及时调整修改模具结构,减少实际试模次数,缩短开发周期。
(2)通过缺陷预测来制定缺陷预防措施,改进产品设计和模具设计,增强模具结构设计以及冲压方案的可靠性,从而减少生产成本。
(3)通过CAE分析可以择优选择材料,可制造复杂的零件,并对各种成形参数进行优化,提高产品质量。
(4)通过CAE分析应用不仅可以弥补工艺人员在经验和应用工艺资料方面的不足,还可通过虚拟的冲压模拟,提高提高工艺人员的经验。
二、板料成形需要解决的问题
板料成形通过模具对板料施加压力,使板料产生永久性的塑性变形,以获得预期的产品形状。在这个过程中影响板材变形的因素非常多,要控制好变形的形状也非常困难。首先,金属受外力作用会发生变形,变形可分为弹性变形和塑性变形,弹性变形是可逆的,外力去除后变形体就会恢复成原来的形状;第二,材料的成分和组织对变形影响极大;第三,塑性变形有多种方式,再结晶温度下的塑性变形有晶内滑移和孪动、位错(位错分多种形式),再结晶温度上的塑性变形有晶间滑移、多晶体扩散和相变变形等;第四,变形温度、变形速度的影响;第五,变形体内部应力状态的影响;第六,摩擦与润滑的影响;第七,材料塑性变形后,当变形体内部各部分变形不一致时,物体内部产生相互牵制和自相平衡的负应力。
由于在板料冲压成型过程中,模具的刚性通常远远大于板料的刚性,因此模具的变形相对板料的变形来说极小,可以忽略不计。
在冲压成形过程的计算机仿真中应考虑的问题归结为如下几个方面:
(1)板料的大位移、大转动和大应变条件下的弹塑性变形的描述和计算。
(2)板料与模具间法向接触力的计算。
(3)板料与模具接触面间摩擦的描述及摩擦力的计算。
(4)模具的几何描述和运动计算。
(5)压力机加载过程的描述和模拟。
板料成形的工艺主要有冲压工艺设计(包括毛坯尺寸计算、分步成形计算等)、模具设计、冲压设备选择和成形缺陷预测与消除等。
板料成形需要解决的主要问题包括缺陷(起皱、拉裂、回弹)预防、压边力确定、模具磨损的影响、润滑方案确定、成形力确定、毛坯尺寸确定和压延筋布置等。
基本的板料成形有圆筒件拉伸、凸缘圆筒件拉伸、盒形件拉伸、局部成型、弯曲成型、翻边成型和胀型等。基本的板料成形,有一些经验公式和类似零件作为参考。但对于复杂的板料成形,其各部位是连在一起的,相互牵联和制约,故不要把变形性质不同的部分孤立地看待,要考虑不同部位的相互影响,才不会造成失误。
三、板料成形CAE分析的方法概述
1.有限元数值模拟的关键技术
板料成形CAE技术是建立在有限元法基本原理和数值方法基础上,利用计算机进行计算和求解的分析方法。有限元数值计算的关键技术如下:
(1)模具几何形状的数字描述
模具几何形状的数字描述有多种方式,目前较常采用的是STL格式。
(2)摩擦边界条件的施加
摩擦与金属的成分、毛坯与模具间的相对滑动速度、温度及润滑条件有关。
(3)速度约束条件的施加
主要包括边界自由节点和边界约束节点的运动属性判定。
(4)网格划分和重划分技术
在有限元数值模拟中,网格质量对数值求解的稳定性、效率及精度至关重要。网格划分涉及单元的形状及其拓扑类型、单元类型、网格生成器的选择、网格的密度、单元的编号以及几何体素等。有限元网格划分指导思想、划分方法、原则以及重划分技术等可以参考资料,这里不详述。目前的CAE软件都提供了网格划分、修补和重划分功能,作为板料成形分析的工艺人员,关键是要掌握好有限元网格划分指导思想、划分方法、原则,利用软件划分出适当的单元。
2.板成形数值模拟算法简介
最早的金属板材成形的数值模拟方法是有限差分法,此方法仅限于解决诸如球形冲头胀形等轴对称问题。有限元方法的应用使得金属成形模拟获得突破,相继出现了刚塑性、弹塑性理论,以及运用这些理论进行的成形模拟。单元类型以膜单元和实体单元为主,这些研究工作极大推动了板成形理论的发展,但由于计算能力的限制没有得到广泛应用。
基于动态显式算法的软件的出现标志着板材成形仿真实际应用的真正发展,与此同时,基于静态隐式增量法的软件也进一步发展。经近二十几年的发展过程,板材成形CAE技术已经从实验室走向设计室,并在模具设计中发挥了重要的作用。
当前板材成形数值模拟采用的算法分为显式法和隐式法两类,其他还有一步成形法等。
(1)显式算法
显式算法包括动态显式和静态显式算法。动态显式算法的最大优点是有较好的稳定性。另外,动态显式算法采用动力学方程的中心差分格式,不用直接求解切线刚度,不需要进行平衡迭代,计算速度快,也不存在收敛控制问题。该算法需要的内存也比隐式算法要少。数值计算过程可以很容易地进行并行计算,程序编制也相对简单。另外,它也有一些不利方面:显式算法要求质量矩阵为对角矩阵,而且只有在单元级计算尽可能少时速度优势才能发挥,因而往往采用减缩积分方法,这样容易激发沙漏模式,影响应力和应变的计算精度。
静态显式法基于率形式的平衡方程组与Euler前插公式,不需要迭代求解。由于平衡方程式仅在率形式上得到满足,所以得出的结果会慢慢偏离正确值。为了减少相关误差,必须每步使用很小的增量,通常一个仿真过程需要多达几千步。由于不需要迭代,所以这种方法稳定性好,但效率低。
(2)隐式算法
静态隐式算法也是解决金属成形问题的一种方法。在静态隐式算法中,在每一增量步内都需要对静态平衡方程而迭代求解。理论上在这个算法中的增量步可以很大,但是实际运算中上要受到接触以及摩擦等条件的限制。随着单元数目的增加,计算时间几乎呈平方次增加。由于需要矩阵求逆以及精确积分,对内存要求很高。隐式算法的不利方面还有收敛问题不容易得到解决以及当开始起皱失稳时,在分叉点处刚度矩阵出现奇异。
另有一种静态隐式大增量步软件,也属于静态隐式算法。它已做出了某些改进,如在一些特殊接触条件处理上采用大增量时步、弯曲与拉伸变形的非耦合求解算法、高精度的自适应网格划分等。这些专用于金属薄板成形的特征有时显得非常有效,但在某些方面不会那么准确。例如,它不能精确模拟接触和脱离接触的过程,无法有效预测起皱失稳等。
(3)一步成形法
在这种算法中只采用一个时步,通常采用线性应变路径的假定,并且忽略接触摩擦过程,可以在短时间内根据成形后的构形计算出初始坯料的尺寸。如果结合CAD软件与网格划分功能,这一方法可以在设计的初始阶段提供非常有价值的信息。当然,结果的准确性通常很低,实质上是一种近似求解。
3.板料成形CAE分析的一般步骤
板料成形CAE分析的一般过程为前处理(网格划分、定义约束条件、施加条件和边界条件等),求解(数值计算)和后处理分析结果(应力、应变、材料厚度分布、能量等历史曲线、云图及动画,切取截面显示、回弹,FLD图等)。其中前处理工作最为重要,作好网格划分、定义约束条件、施加条件和边界条件等工作,是有效完成CAE分析的关键。
板料成形CAE分析的一般步骤为:
(1)利用CAD软件为冲压件(或各工序冲压件)建模,如图3所示;

图3 零件建模
(2)在钣冲CAE软件中输入冲压件模型;
(3)网格曲面划分、检查、修补及重划分,如图4~图5所示;
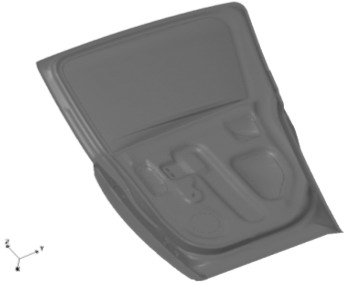
图4 工艺补面
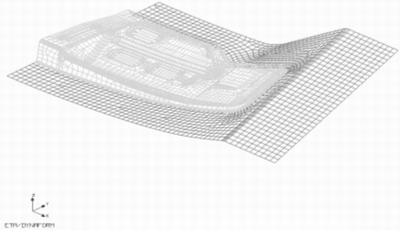
图5 网格曲面划分
(4)调整冲压方向;
(5)利用偏移或拷贝等方法由模型(局部)单元分别生成凸模、凹模,生成压边圈、辅助补充面及拉延筋等,并对工具完成网格曲面划分、检查、修改及重划分等工作;
(6)网格边界、单元法线、重叠部分等检查;
(7)产生毛坯零件并网格化,定义毛坯材料;
(8)定义凸模、凹模、压边圈、拉延筋等工具及毛坯,调整相对位置,如图6所示;
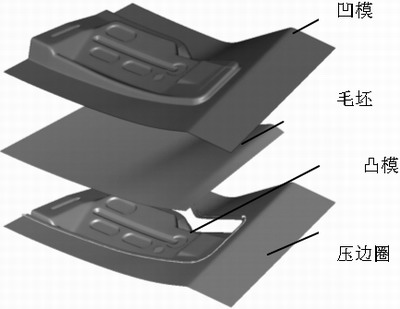
图6 定义工具
(9)定义毛坯边界条件和各种冲压工艺参数,包括接触类型、摩擦系数、冲压速度、压力或位移加载曲线等;
(10)动画模拟模具工作过程;
(11)利用求解器进行有限元法计算;
(12)利用后处理器观察分析结果,若结果不理想,调整方案重新进行模拟计算。
利用后处理器观察分析结果,可以清楚各变量(应力、应变、材料厚度分布、能量等)的历史曲线、云图及动画,截取截面显示(如厚度变化等)、回弹等。FLD图可以显示每个单元的成形状况,如图7所示。为了便于工程应用,还可将一些计算结果转化为其他工程信息,如根据变形状态反算出板料的最佳毛坯形状、尺寸或工件的回弹分布等。
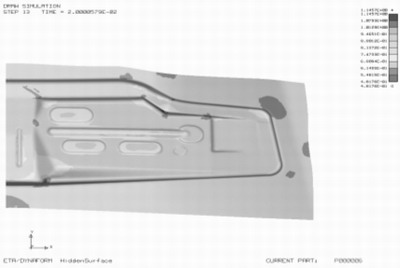
图7 料厚分布
四、板料成形CAE软件简介
较多的公司都推出了非常适合于模具设计工程师使用的板料成形数值模拟软件。国外比较有名的商业化板料成形数值模拟软件有ESI公司的PAM-STAMP、美国ETA公司的DYNAFORM和瑞士ETH公司的AUTOFORM等。
这些软件采用自适应网格技术,实现显隐式无缝转换,精度较高,用一步法作坯料快速开发,具有较强的模面设计功能和焊板成形分析功能。这些公司的的产品较为全面,涵盖了板料成形模拟的多个方面,广泛应用于拉伸、切边、翻边、弯曲、多工位成形、液压胀形和弯管等领域。在自适应网格技术是在模拟成形过程中,在坯料遇到比较剧烈变形时自动进行局部区域的网格细分,以提高这些部位计算的准确度。自适应网格技术对冲压成形是至关重要的,因为初始的冲压板材通常比较平坦、形状很简单,刚开始就采用较小的网格,计算时间将很长。到成形后期,板材变的非常复杂,网格不细将无法提高计算精度,自适应网格技术刚好解决了这一问题,并在时间与精度上巧妙地取得了平衡。自适应网格技术提高了对零件的表面质量(表面缺陷、擦伤、微皱纹等现象)判断的准确性。此外还有加拿大FTI公司的FASTFORM,属于一步法为主的高端产品,计算速度快,操作简单,功能丰富,可大大提高工艺人员工作效率。
我国近几年也开发了较为成熟的板料成形CAE软件,如华中科技大学塑性成形模拟及模具技术国家重点实验室开发的FASTAMP以及吉林大学车身与模具工程研究所的KMAS等。
目前多数的板料成形CAE软件基本上都具备了以下功能:
(1)完全工艺化的风格,易学易用;
(2)丰富标准的CAD接口,可输入/输出多种标准数据格式;
(3)先进的网格生成器,三角形、四边形网格混合以及网格修改、剪裁功能,成形过程中网格的自适应(adaptive)划分功能;
(4)方便的拉延筋生成功能;
(5)坯料快速估算及开发,提高成材率;
(6)快速的拉延评估分析功能(无须建立凸模及接触、载荷曲线);
(7)模面设计,由产品几何外形生成压边和凹模等,并可输出经过分析优化后的模面,供模具设计制造;
(8)变厚度板料(焊板)成形分析;
(9)丰富的材料库;
(10)显隐式无缝转换(回弹分析);
(11)显示各变量(应力、应变、厚度、能量等)的历史曲线、云图及动画,截取截面显示(如厚度变化等),FLD图可以显示每个单元的成形状况等;
(12)二次开发功能。
板料成形CAE软件的未来将向几方面发展:(1)发展与应用新的本构方程、破坏准则和摩擦模型,提高分析的准确性;(2)增加模具变形分析能力,提高分析预测水平;(3)采用优化分析方法,得到最佳的板材形状,压边力,拉伸筋位置等成形参数;(4)有限元模拟与CAD环境的双向嵌入,无缝集成;(5)采用网络并行计算,提高分析计算速度。
五、板料成形CAE软件的应用要求
数值模拟计算已经与理论分析、试验研究成为科学技术探索研究的三个相互依存、不可缺少的手段。目前的板料成形CAE分析软件已完全适合设计及工艺人员使用,完全工艺化的风格,使工程师不必去关心细节部分的力学模型,只按实际冲压条件作好网格划分、约束条件、冲压条件及边界条件等预处理工作。在应用中,板料成形CAE软件的应用要求有:
(1)掌握网格划分技术的指导思想、划分原则,保证有效性
在现在的板料成形CAE分析软件中,都提供了自动划分网格功能,并且大部分软件采用了自适应网格划分技术,所以网格划分的操作非常简单,但需要分析人员对网格的有效性进行判断并确认,对细节区域的网格进行修补或重划分。
(2)要以现实冲压条件为基础,掌握实际冲压条件的数学描述方法
在板料成形CAE分析软件中,一定要结合实际冲压条件,掌握实际冲压条件的数学描述方法。否则,CAE分析只能成为理论分析,不能应用于实际生产。要准确描述实际冲压条件,需要进行大量的调查分析。
(3)CAE分析与经验学习积累同等重要
采用CAE分析的同时,不可忽视经验的学习积累。如在欧美多数采用仿真设计,但在日本,模具设计师通常更多的是依靠经验来设计模具。经验的重要性体现在:1)在板料成形CAE分析的预处理过程中,好的工艺辅助面及拉延筋可以快速达到预期的目的;2)在后处理分析发现成形缺陷时,通过什么方法来改善,需要有丰富的经验。
(4)CAE分析必须与零件及模具的CAD/CAM并行交互
CAE分析是为零件及模具的设计和工艺参数优化等服务的,不能将CAE分析孤立,而应该更多地渗入零件及模具的设计、工艺设计,及早地改善模具设计,优化工艺参数,甚至改进零件设计,才能缩短开发周期,降低开发成本。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF