1引言
汽车覆盖件多为空间自由曲面,具有结构尺寸大,形状复杂,材料薄等特点,大多采用薄板冲压成形。成形过程涉及几何非线性,材料非线性和复杂的接触摩擦问题。传统的模具设计方法难以预先估计板料成形过程中板料的成形性和模具设计的正确性。模具设计和制造多是通过试模法进行逐步修改,直到满足要求为止。这种方法生产周期长,效率低,消耗大量人力物力,而且对工人技术水平和经验要求比较高。随着有限元技术和计算机技术的高速发展,基于数值模拟的技术(CAE)在汽车工业中的应用不断深入,尤其是板料成形分析软件的开发和应用,使冲压模具设计和加工定量化,因此,加快了冲压工艺方案的确定,最终得到理想的冲压参数,实现设计自动化,节省物质资源,减少对经验的依赖,降低对技术工人的要求。
2数值模拟软件AUTOFROM
采用的模具CAE技术为板料成形分析软件AutoForm。AutoForm软件是由德国AutoForm工程股份有限公司专门针对汽车工业和金属成形工业中的板料成形而开发的,用于优化工艺方案和进行复杂型面的模具设计,在工艺切口和修改凹模圆角方面有其独到优势。特别适合于复杂的深拉延和拉深成形模的设计,冲压工艺和模面设计的验证,成形参数的优化,材料与润滑剂消耗的最小化,新板料(如拼焊板、复合板)的评估和优化。
AutoForm的主要模块有用户界面、自动网格划分、一步成形、模面设计、增量求解、切边、液压成形。AutoForm使用了许多现代模拟技术:应用新的隐式有限元算法保证求解的迭代收敛;采用自适应网格、时阶控制、复杂工具描述的强有力接触算法、数值控制参数的自动决定和使用精确的全量拉格朗日理论等保证求解快而且准确。AutoForm对模拟结果融合了许多有效的解释:可以实时地观测计算结果;可观测应力、应变和厚度分布、材料流动状况;可计算工具应力、冲压力;可实现材料标记、法向位移的标识;可生成对破裂、起皱和回弹失效进行判定的成形质量图以及成形极限图;还可进行动画显示和截面分析等闭。
3 AUTOFORM的覆盖件拉延模具设计
汽车覆盖件模具CAD/CAE/CAM的设计流程图,如图1所示。
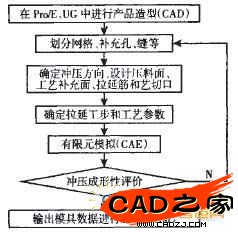
图1覆盖件成形模拟及模具设计流程
在通用的CAD软件中进行产品造型,然后通过IGES、STL等格式文件导入CAE软件中进行分析,CAE分析优化完成后提取模具的几何信息用数据文件导入CAM系统实现加工昀。以某汽车覆盖件为例,用CAD/CAE协同设计进行拉延模设计,在Windows平台下采用NX4.0和AUTOFORM软件实现这种设计方法。
3.1零件特点及网格划分
产品,如图2所示。采用NX4.0依据图纸进行三维CAD数据模型的构建。零件材料DC56,料厚1.5mm,外形不规则,曲面比较明显,拉伸面比较深,侧面垂直平面与曲面的转角处以及垂直与侧面封闭的面形成的区域链接部分,圆角半径很小,平面度要求高,零件有3个长腰孔,一个不规则孔,一个六边形孔,整个零件精度要求比较高。

图2某汽车覆盖件三维图
为尽量减少可能产生的数据错误和丢失,在UG软件中抽取出零件表面并以.iges格式文件导出,通过标准的IGES数据转换接口,将几何模型读入AUTOFORM软件,用BT壳单元对几何模型进行离散。进行网格划分,建立零件的有限元网格模型。
3.2冲压方向的确定
冲压方向的确定是拉延工序设计中的重要参数。它表示拉深件在模具中的空间位置,它不但决定能否拉延出合格的覆盖件,而且影响到工艺补充部分的多少、压料面的形状以及拉延后各个工序(如整形、修边、翻边等)的设计方案。该零件在拉延模中确定的冲压方向,如图3所示。

图3冲压方向
3.3创建压料面与工艺补充部分
为了实现拉延,对零件以外增加而又在后续工序中切掉的部分,主要起工艺补充的作用,工艺补充是零件能够成型的必不可少手段,它不仅决定了零件能否成形,要求拉延成型时材料变形充分,又不能拉裂导致零件的报废或因起皱而导致零件不光滑、不平整,这就要靠工艺补充来进行控制。压料面是工艺补充的另—部分。建立压料面时,要保持原零件部分压料面与工艺补充部分压料面的光顺。使材料在拉延过程中便于向凹模内流动,并防止毛坯在压料过程中就产生起皱现象:确定的工艺补充数学模型,如图4所示。

图4工艺补充数模图
3.4建立拉延筋
如果汽车覆盖件形状比较复杂,拉延成形难度大,在拉延模设计中,广泛采用在压料面中设置拉延筋,调节各部位的进料阻力,减少凹陷波纹等缺陷产生。考虑到此零件形状较简单,先不设置拉延筋,待进行冲压成形有限元模拟后若出现起皱或成形不良现象再根据隋况设置。
4数值模拟过程及结果分析
该覆盖件要经过拉延、切边、翻边、整形、冲孔等工序。对几何精度、表面光洁度要求较高,因此在全套模具设计中拉延工序最为重要,也是难度最大的。工艺设计不当常常会产生拉裂、起皱等缺陷,给模具调试造成较大的难度。采用AUTOFORM仿真软件模拟板料成形的全过程,及时预测可能出现的拉裂、起皱缺陷,为完善模具设计方案或修模提供依据。如图5所示,建立的成形模拟的几何模型。根据所构建的模型,并结合实际工艺参数进行了成形模拟仿真。

图5成形模拟的几何模型
(1)凹模与压料圈闭合时毛坯的形状,此阶段成形冲压件凸缘处,如图6所示。从图6中可见毛坯光顺,没有皱纹,说明压料面的形状设计合理,压料面的形状对拉延成形十分有利。

图6凹模与压料圈闭合时板料的形状
(2)拉延过程中的板料—状态,如图7所示。从图7可见,毛坯变形均匀,没有出现大的皱纹,没有破裂现象发生。通过观察拉延过程中每瞬间的状态,可判断材料的流动趋势,对确定冲压工艺参数(如毛坯的大小,拉深筋的形状、位置等)起到十分重要的作用。

图7拉延中间过程板料的形状
(3)拉延结束时,拉延件的成形性云图,如图8所示。蓝色表示变形充分,形成性好;绿色表示变形不充分;红色表示拉裂趋势。从图中可以看出零件凸缘两个凸角处会容易发生拉裂,其它大部分区域成型性良好。

图8拉深结束拉深件成形性云图
(4)拉深件的厚度变化云图,如图9所示。分析每一点厚度的变化率,即板料厚度变化值与料厚的比值。如图所示修边线以内的区域变薄率小于21%非常安全,不会破裂,变薄率最大为20.4%(在凸缘凸角处)。由图9可以看出,零件材料厚度有变化。而拉延模只是初成形工序,所以在制作拉延模时,为了避免或减少拉延件的拉裂(此区域厚度变薄),可以在容易拉裂的区域通过修改拉延件的数学模型,稍微放大该处的圆角半径,问题就可以解决。

图9板料厚度变化云图
(5)覆盖件分析结果的成形极限图(FLD),如图10所示。FLD综合反映了板料在复杂应力状态下产生塑性失稳断裂破坏的情况。根据有限元模拟结果显示的FLD图,可以迅速找出破坏的区域,采取相应措施改变局部受力状态,提高其成形性能。由图10可以看出绝大部分的点都在曲线的下方,且有一定的距离,说明没有破裂的情况发生,处于安全变形区,但仍有少量点在曲线上方附近(靠近曲线),说明此处存在破裂可能,分析后此处为凸缘凸角处,主要原因为角部应变较大,表明在现有工艺条件下圆角半径不合理,通过修改模具结构,破裂问题可以解决。
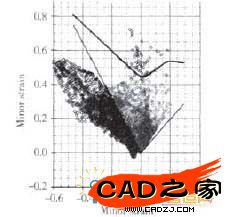
图10成形极限图
5结束语
结合实例,介绍了汽车覆盖件模具设计过程。通过CAD和CAE技术集成进行仿真分析,在有限元分析软件内部实现了覆盖件模具设计及优化,有效解决了模拟后的模具形状参数化调整问题,不但节省了大量时间,而且也能保证模拟顺利进行,提高了设计可靠性。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF