辊花设计作为冷弯型钢孔型设计的核心内容在冷弯成型技术中占有重要地位。在一定的轧机负荷强度下,对于相同的基本辊径,如何使得板料各个道次的变形均匀是辊花设计的重要目的。它的成功与否,直接影响着最终型材断面尺寸精度和变形缺陷的产生,也影响着后续的轧辊设计、生产成本和加工周期。
利用动力显式有限元法对冷弯成型过程进行仿真,从而判断辊花设计是否合理是较好的选择。ANSYS是一个多用途、功能强大的有限元分析软件。利用其二次开发功能实现通过界面输入预设辊花参数,建立冷弯成型的有限元模型,并调用LSDYAN求解器对其全过程进行仿真计算分析,可得到板料的等效塑性应力应变等,据此判断辊花参数设计是否合理,对辊花进行优化。
1 冷弯成型有限元模拟参数和流程
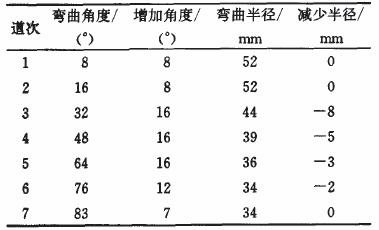
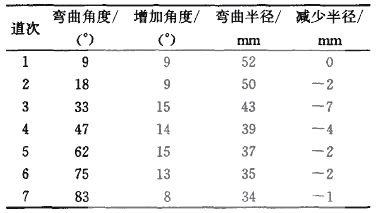
冷弯成型过程中,板材依次经过布置在成型方向上的成型轧辊,由平面逐渐连续地弯曲成所需要的各种截面。运用ANSYS/LSDYNA对其成型过程进行有限元模拟,即输入初设的冷弯辊花的配辊参数,建立有限元模型进行分析。以槽钢为例,模拟时,采用的钢种为Q235,板料尺寸8mm×682mm,成品弯曲半径为34mm,弯曲角度为77.1°。考虑到回弹,设计初始辊花图(图1)及冷弯成型辊花参数(表1)。
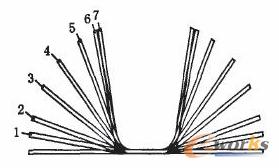
图1 槽钢冷弯成型辊花
表l 槽钢初始冷弯辊花图中性面参数
ANSYS参数化APDL语言实现冷弯过程参数化建模分析及输出板料塑性应力应变分析的流程见图2。
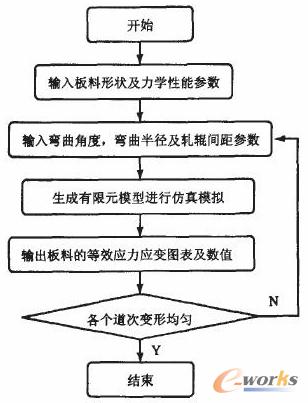
图2 程序分析流程图
2 冷弯成型有限元模型的建立
在ANSYS界面下,点击工具栏CHANNEL按键,后台自动运行CHANNEL.MAC文件,进行参数的初始化。通过输入坯料宽度、厚度及力学性能参数如屈服强度、杨氏模量等,建立板料的模型。通过输入每个道次的弯曲边长、弯曲半径及角度建立轧辊的模型。
模拟时,板料材料选模型为双线性随动强化模型(BKIN),此材料模型包含有Bauschinger效应,它适用于Von Misses屈服准则。
由于板料和轧辊都具有对称性,为了节约计算成本和存储空间,取其一半进行模拟分析,考虑到板料在道次间变形,机架轧辊间距为800mm,给定板料的长度为1000mm。轧辊作为刚性接触体定义,单元采用SHELL163,通过轧辊的外圆面来代替整个轧辊,这样减少了有限元单元的数量,能缩短计算所用机时。
定义接触时,由于板料与各个轧辊之间处于不断的接触、分离、再接触的变化之中,是一个非常复杂的边界非线性问题。因此板料与轧辊之间的接触采用自动面面接触(ASTS),应用罚函数法进行接触控制,罚函数系数设置为0.6,此时一旦计算时发生接触穿透现象,就会施加一个很大的罚函数值使其返回到接触面进行准确的计算。板料与轧辊之间的摩擦采用的是库仑摩擦模型,其静动摩擦系数分别为0.2及0.1。
施加载荷时,对于板料来说,只需对其对称断面加以对称约束。对于轧辊,除绕轴向旋转不加约束外,其他5个自由度约束都为零。定义板料初始速度时,其初始速度应与轧辊基本辊径处的线速度相同。轧辊只需给它施加主动的轴向旋转速度。例如,轧辊的角速度为2rad/s,那么把角速度乘以辊径就是板料的初始速度。
当设置求解时,如果板料按真实的速度施加,那么计算运行时间将是几百小时或是上千小时,这显然不现实。我们可以通过增加板料的速度或通过质量缩放等方法来减少运行时间,但这些将减低求解精度,所以选择合适的速度至关重要。设置完毕后,程序最终生成求解模型见图3。#p#分页标题#e#
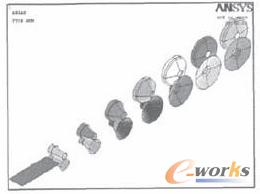
图3 冷弯成型的有限元模型
3 冷弯模拟初始应力应变图
分析求解完成后,可以自动输出处于弯曲变形区5个位置点(见图4)随时间变化的等效塑性应变平均值曲线(见图5),可以由每个道次的应变增大值判断各道次弯曲角度及弯曲半径分配是否合理。从图5中可以看出变形区上位置点的等效塑性应变值是随着板料经过每个道次时在逐渐增大。但这种增大并不是均匀的,在第四道次和第五道次时候,变形区的等效应力增幅最大,达到0.13和0.11,分别占总变形量的26%和22%,其他道次相对较小。
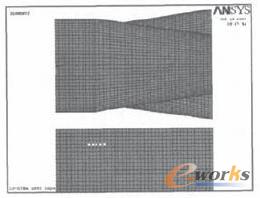
图4 板料与轧辊1相对位置及变形区位置点的示意图
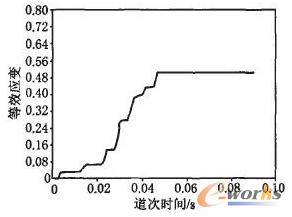
图5 初始等效应变平均值曲线图
在一定的轧机负荷强度下,对于相同的基本辊径,为了使得板料各个道次变形均匀,可以依此调整初设辊花参数值,对辊花进行修正优化。
4 冷弯模拟优化后应力应变图
由上分析结果进行优化,减少四五道次的角度和半径的变化量,适当分配到其他道次,修正参数,得到槽钢优化后的冷弯辊花图参数,见表2。
表2 槽钢优化冷弯辊花图中性面参数
重新模拟后,得到了优化后的弯曲变形区5个位置点随时间变化的等效塑性应变平均值曲线见图6。可以看到在四五道次的等效应变已经大大减少,增大量为0.06和0.09,为总应变的14%和18%。相应其他道次的应变已经增大,达到了使板料各个道次分配均匀的目的。
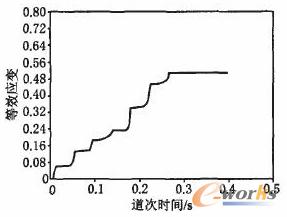
图6 优化后等效应变平均值曲线图
5 结语
在ANSYS界面下,利用ADPL语言初步实现了冷弯成型过程仿真,据此可判断预设辊花各个道次弯曲角度及弯曲半径分配是否合理。程序通过输入预设辊花的参数,自动建模运算,得出变形后的应力应变图表或数值,进而通过人工判断和修正辊花,使得板料各个道次的变形均匀,对生产合格冷弯产品、缩短产品周期有着重要作用。
虽然利用ANSYS二次开发来仿真模拟冷弯成型方法是可实现的,但仍存在不少问题有待解决,如扩大产品范围、提出更好的材料模型、灵活多变的道次选取、更加合理的辊型描述等等,这些都值得在以后的工作中研究。
相关文章
- 2021-09-08BIM技术丛书Revit软件应用系列Autodesk Revit族详解 [
- 2021-09-08全国专业技术人员计算机应用能力考试用书 AutoCAD2004
- 2021-09-08EXCEL在工作中的应用 制表、数据处理及宏应用PDF下载
- 2021-08-30从零开始AutoCAD 2014中文版机械制图基础培训教程 [李
- 2021-08-30从零开始AutoCAD 2014中文版建筑制图基础培训教程 [朱
- 2021-08-30电气CAD实例教程AutoCAD 2010中文版 [左昉 等编著] 20
- 2021-08-30电影风暴2:Maya影像实拍与三维合成攻略PDF下载
- 2021-08-30高等院校艺术设计案例教程中文版AutoCAD 建筑设计案例
- 2021-08-29环境艺术制图AutoCAD [徐幼光 编著] 2013年PDF下载
- 2021-08-29机械AutoCAD 项目教程 第3版 [缪希伟 主编] 2012年PDF